
Как завальцевать трубку в домашних условиях
Развальцовка медных трубок в домашних условиях
Подогнать диаметры труб при их соединении – задача непростая. То заготовки нужного размера нет, то толщина стенок на разных участках детали отличается. Но необходимость в работе с диаметрами изделий возникает не только в промышленности, расширение конструкций для герметичного крепления бытовых коммуникаций также требуется часто. Узнаем, что такое развальцовка медных трубок своими руками, зачем её проводят и как нужно действовать, чтобы получить хороший результат.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.

Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.

Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.

Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.

Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.

Важно. Экспандер хорош, когда нужно провести работу быстро, но результаты такой развальцовки также не гарантируют стопроцентного успеха. Если стенки трубки не были идеальными изначально (имели различия в толщине на разных участках поверхности), более тонкие зоны растянутся сильнее, толстые участки при этом форму не изменят. А если попробовать «дожать», так же, как и в предыдущем случае, возможны разрывы и поломка детали.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.

Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
- два уголка длиной 100 мм (полочка – 32 мм, толщина – от 5 мм);
- два болта М8;
- оправки (можно заказать у токаря или выточить самостоятельно).
- Скрепляем уголки болтами.
- Просверливаем в основе фаски и отверстия.
Такой вальцовочный набор позволит самостоятельно из любого отреза медной трубы сделать идеальное крепление. Работать на нем нужно так же, как на готовом, покупном станке для развальцовки.
Как развальцевать медную трубку
- Заготовку необходимо зажать в держателе в положении, в котором она будет выступать за его края на 5-6 мм.
- Вместо конуса устанавливаем штампик подходящего для заготовки диаметра.
- Надеваем штуцеры. Обратите внимание на направление резьбы (она должна быть обращена в разные стороны, по направлению к концам заготовки – друг от друга).
- С усилием вкручиваем штамп, край торца при этом расплющивается.
- Извлекаем штамп, на его место ставим конус.
- Вкручиваем конус. Работать нужно постепенно, аккуратно продвигая конус вглубь до требуемой отметки.
- Достаем из держателя деталь, внимательно осматриваем. В случае необходимости – зачищаем.
Наш результат – аккуратная развальцованная деталь, готовая к использованию.
Применяя советы, приведенные в статье, вы сможете самостоятельно сделать необходимый набор для развальцовки трубок разного диаметра. Такой подход позволит сэкономить средства на покупке готовых станков. А эффективность работ на самодельном агрегате ничуть не хуже, и для его изготовления особых талантов не нужно. Успехов в работе!
Видео: развальцовка медных труб
Вальцовка труб – как выполнить ее в домашних условиях?
Вальцовка труб, которая также часто называется вальцеванием, представляет собой технологическую операцию, цель которой состоит в деформировании по разным направлениям труб из стали и металла. Используя специальный инструмент, можно выполнить такую операцию своими руками.
1 Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.

Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- «РТ»: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- «Т»: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- «5Р»: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- «Р»: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- «СТ»: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии «СТ» обычно применяются для изделий сечением не более 11 миллиметров.
Читать еще: Как спрятать газовый шланг на кухне?
Кроме того, имеется и еще одна группа специальных вальцующих станков – «СР». На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
2 Основные стадии процесса вальцовки
Технологически вальцевание своими руками представляет собой операцию раздачи в отверстия трубопроводных систем торцов трубных изделий, которые прочно и очень плотно соединяются, обеспечивая стабильную эксплуатацию коммуникационных сетей. Весь процесс состоит из нескольких отдельных операций. На практике все выглядит таким образом:
- Сначала в отверстие монтируют трубу. При этом между ее стенками и отверстием появляется зазор, имеющий незначительную величину (не более одного миллиметра).
- Затем приступают к процессу расширения трубного изделия, применяя тот или иной инструмент.
В результате озвученных действий на стальных либо медных трубах образовываются упругие и небольшие проявления деформации. Они в ходе операции становятся все более заметными. Это говорит о том, что обрабатываемая труба стала расширяться. Финалом данного предварительного этапа вальцовки (его называют прихваткой или привальцовкой) является плотная фиксация трубы и исчезновение зазора, о котором мы упоминали выше. Обратите внимание, что на описанной стадии деформации подвергается исключительно труба.

Следующая стадия вальцовки под названием развальцовка базируется на том, что наружная часть трубной конструкции оказывает определенное давление на отверстие (это происходит из-за расширения металла). Деформация материала продолжается, он начинает давить на трубу, образуется сильное сжимание. Итогом всех этих явлений становится долговечное и сверхнадежное соединение деталей трубопровода.
При выполнении вальцевания своими руками медных или алюминиевых труб следует очень внимательно следить за процессом деформации. Если конструкция подвергнется чересчур сильному давлению, расширение изделий будет слишком большим. Это во многих случаях приводит к разрыву трубы либо к недостаточной плотности и прочности полученного соединения. Заметим, что разрыв может произойти не только на медных трубах, но и на более жестких металлических или стальных.
Избежать проблем при выполнении вальцевания получается только тогда, когда вы четко придерживаетесь технологии осуществления операции, знаете принципы функционирования инструмента для вальцовки, имеете представление о каких-либо особых характеристиках обрабатываемого материала. Для обработки труб (медных, из «нержавейки», алюминия, других металлов) в домашних условиях чаще всего используют трубогибы, оснащенные тремя валиками.

Такой инструмент позволяет работать и с профильной трубой, и с круглыми изделиями. С его помощью производят гибку конструкций в дугу либо в круг за счет того, что он применяется с двух сторон. Также трубогибы дают возможность вальцевать стальные полосы.
Маленькие трубы (например, те, которые используются в теплообменниках) сгибают одной из сторон трубогиба. А вот другая сторона предназначена для работы с более «серьезными» по размерам изделиями. Она предназначена в основном для профильной металлической трубы.
3 Особенности вальцовки трубных изделий из меди
Медные трубки используются в бытовых холодильных агрегатах и сплит-системах. Именно по этим трубкам происходит перемещение охлаждающего состава (как правило, фреона). При проведении ремонта указанных агрегатов нередко требуется замена их трубных элементов, которую нельзя выполнить без вальцовки.

Описываемая нами операция вальцевания в случае ремонта бытовой техники может производиться при помощи экспандера – простейшего механизма, который позволяет растянуть за одно движение трубку до необходимого сечения. Подобные устройства оснащаются несколькими насадками (они являются сменными, рассчитанными на различные стандартные диаметры труб).

Экспандеры не гарантируют стопроцентного качества вальцевания. В связи с этим рекомендуется применять профессиональные твердосплавные устройства для сгибания медных труб кондиционеров и холодильников. Найти их несложно в любом строительном магазине, выбрав подходящий по цене и качеству механизм для самостоятельного вальцевания.
Основные способы завальцовки труб
Завальцовка — это процесс пластической деформации торцевой части трубы, который предпринимается с целью формирования неразъемной заглушки.

Завальцовка — это процесс пластической деформации торцевой части трубы (преимущественно небольшого диаметра), который предпринимается с целью формирования неразъемной заглушки. Операция часто необходима в быту при разнообразных ремонтных работах с трубками кондиционеров или бытовых холодильников. Используют завальцовку и в ремонтных мастерских.
Сущность операции
По сути завальцовка является завершающей частью обжима трубчатых заготовок, когда выполняется уменьшение диаметра детали. Однако, если при обжиме этим все и ограничивается, то результатом завальцовки является образование глухого торца, причем иногда и без изменения диаметра изделия.

С точки зрения пластического деформирования, завальцовка трубы — весьма непростая операция. Дело в том, что при этом на металл действуют усилия в двух противоположных направлениях — в продольном, когда выполняется первичный обжим поперечного сечения трубы, и в радиальном, когда сдвигаемая часть металла заготовки смещается не внутрь, а наружу, к противоположной стенке, и формирует глухой торец.
Такие, противоположные по знаку напряжения изгиба и среза, ограничиваются следующими факторами:
- Пластичностью металла трубы.
- Допустимым уровнем коэффициента утонения стенки после завальцовки изделия.
- Пределом прочности металла на изгиб.
- Предельными значениями радиуса перехода от боковой стенки к торцу.
- Качеством поверхности исходной заготовки.
Исходя из этого, беспроблемная завальцовка возможна для достаточно тонкостенных труб из пластичных металлов — меди, низкоуглеродистой стали, алюминия. При этом для ликвидации нежелательного упрочнения металла при его деформировании завальцовываемый участок желательно подогреть. Пластичность металла в этот момент возрастает, а риск разрыва трубки в месте ее завальцовки снижается.
Еще одним технологическим приемом, позволяющим добиться качественного завальцовывания, считается изменение скорости деформирующего инструмента, при помощи которого выполняется данная операция.
В случае нагретой заготовке это должно происходить следующим образом. В начальный момент деформации, когда пластичность металла — наибольшая, скорость деформирования необходимо увеличить, обеспечивая изгиб сечения по естественному радиусу гиба. В конечный момент, при остывании заготовки, скорость снижают. При этом жертвуют нарастающим усилием операции, зато обеспечивают качественное соединение двух частей заготовки холодной пластической сваркой.
Разновидностью завальцовки является технологическая операция соединения двух трубок, когда внешнюю трубу равномерно обжимают по всему периметру зоны соединения. Подобную завальцовку труб выполняют обычно без гарантии последующей герметичности.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
- Зевом клещей охватить (не менее, чем половиной периметра обжимного кольца) внешний диаметр обжимаемой трубы;
- Подвести гайку вплотную к поводку инструмента;
- Повернуть подвижный рычаг до полного охвата им второго полупериметра трубки;
- Сильно сжать оба рычага, и провернуть клещи на угол не более 25-30 0 , после чего все предшествующие переходы повторить.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
- Для трубок диаметром 10-36 мм — ключ №1;
- Для трубок диаметром 20-50 мм — ключ №2;
- Для трубок диаметром 30-63 мм — ключ №3.
Завальцовку труб большего диаметра выполнить таким способом не удастся. Разве что применить рычажный удлинитель, который увеличит момент, развиваемый клещами. Метод непригоден, если требуется завальцевать трубку с образованием дна на торце.
Механическая завальцовка труб

Как завальцевать изделие на токарном станке? Заготовка закрепляется в патроне станка, при этом необходимо точно рассчитать глубину установки заготовки в патрон, чтобы ход рукоятки совпадал с местом формирования глухого отверстия. После включения станка рукоятку подводят к поверхности трубы, и , нажимая на заготовку, производят завальцовку. При этом материал интенсивно нагревается, что снижает усилие, повышая одновременно и пластичность заготовки.Рукоятка должна иметь ход не менее 180 0 , причем для обеспечения качества деформирования, в резцедержателе стоит предусмотреть фиксирующие отверстия под штифты, количество и расположение которых будут соответствовать чаще всего употребляемым типоразмерам завальцовываемых труб. Читать еще: Как почистить душ от известкового налета?
Завальцовка на токарном станке обеспечивает полную герметизацию дна трубки. Вследствие этого завальцованное изделие может применяться в трубопроводах, предназначенных для прокачки практически любых жидких и газообразных сред.
Развальцовка медных трубок в домашних условиях
Подогнать диаметры труб при их соединении – задача непростая. То заготовки нужного размера нет, то толщина стенок на разных участках детали отличается. Но необходимость в работе с диаметрами изделий возникает не только в промышленности, расширение конструкций для герметичного крепления бытовых коммуникаций также требуется часто. Узнаем, что такое развальцовка медных трубок своими руками, зачем её проводят и как нужно действовать, чтобы получить хороший результат.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Важно. Экспандер хорош, когда нужно провести работу быстро, но результаты такой развальцовки также не гарантируют стопроцентного успеха. Если стенки трубки не были идеальными изначально (имели различия в толщине на разных участках поверхности), более тонкие зоны растянутся сильнее, толстые участки при этом форму не изменят. А если попробовать «дожать», так же, как и в предыдущем случае, возможны разрывы и поломка детали.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.
Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
- два уголка длиной 100 мм (полочка – 32 мм, толщина – от 5 мм);
- два болта М8;
- оправки (можно заказать у токаря или выточить самостоятельно).
- Скрепляем уголки болтами.
- Просверливаем в основе фаски и отверстия.
Такой вальцовочный набор позволит самостоятельно из любого отреза медной трубы сделать идеальное крепление. Работать на нем нужно так же, как на готовом, покупном станке для развальцовки.
Как развальцевать медную трубку
- Заготовку необходимо зажать в держателе в положении, в котором она будет выступать за его края на 5-6 мм.
- Вместо конуса устанавливаем штампик подходящего для заготовки диаметра.
- Надеваем штуцеры. Обратите внимание на направление резьбы (она должна быть обращена в разные стороны, по направлению к концам заготовки – друг от друга).
- С усилием вкручиваем штамп, край торца при этом расплющивается.
- Извлекаем штамп, на его место ставим конус.
- Вкручиваем конус. Работать нужно постепенно, аккуратно продвигая конус вглубь до требуемой отметки.
- Достаем из держателя деталь, внимательно осматриваем. В случае необходимости – зачищаем.
Наш результат – аккуратная развальцованная деталь, готовая к использованию.
Применяя советы, приведенные в статье, вы сможете самостоятельно сделать необходимый набор для развальцовки трубок разного диаметра. Такой подход позволит сэкономить средства на покупке готовых станков. А эффективность работ на самодельном агрегате ничуть не хуже, и для его изготовления особых талантов не нужно. Успехов в работе!
Видео: развальцовка медных труб
Как развальцевать медную трубку: способы, инструмент, советы
Развальцовка медных трубок, называемая также вальцеванием, – это технологическая операция, суть которой заключается в деформировании их стенок в нужном направлении. Необходимость в осуществлении такой операции возникает в тех случаях, когда требуется выполнить герметичное и надежное соединение медных трубок с различными устройствами и приборами или состыковать их между собой.
Читать еще: Как правильно паять медь
Вальцовка медной трубки ручным приспособлением
Трубки, изготовленные из меди, сегодня довольно распространены, и в тех случаях, когда их соединение должно быть разъемным, без развальцовки не обойтись. Для развальцовки трубок, изготовленных из меди, может использоваться как специальное оборудование, выпускаемое серийно, так и набор простейших инструментов, который при соблюдении всех технологических рекомендаций также позволяет выполнить такой процесс качественно.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:
- обрезанному концу трубки необходимо придать требуемую конфигурацию;
- конец изделия надо подготовить для его соединения при помощи муфты (в этом случае, применяя развальцовку, выполняют подгонку таких геометрических параметров трубки, как внутренний диаметр, угол изгиба и др.);
- необходимо подготовить концы медных трубок для их соединения при помощи пайки.

Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.
- Конец трубки, соединение которого необходимо выполнить, тщательно зачищается.
- На зачищенный конец надевается специальная муфта.
- С помощью специального инструмента или приспособления конец трубки развальцовывается, пока угол ее расширения не составит 45°.
- После окончания процедуры конец изделия извлекается из приспособления. Затем можно сразу приступать к выполнению соединения.
Если такую технологическую операцию вы никогда не выполняли раньше и впервые собираетесь осуществить развальцовку своими руками, то следует отрезать трубку с некоторым запасом длины (2–2,5 см), что позволит вам в случае неудачи развальцевать ее еще раз, отрезав бракованный участок.

Ример – приспособления для зачистки торцов медных трубок
Если развальцевать трубку из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
- Поверхность конца трубки, которую необходимо развальцевать, тщательно зачищается (для этого лучше всего использовать специальную щеточку).
- При помощи специального устройства конец медной трубки расширяется до такой степени, чтобы в него можно было вставить конец другой трубки и при этом выдержать между соединяемыми элементами зазор, равный 0,124 мм. Естественно, для этого необходимо использовать измерительный инструмент.
- На внутреннюю поверхность участка трубы, который уже развальцован, равномерным слоем наносится флюс, необходимый для того, чтобы обеспечить формирование надежного и герметичного соединения.
- В развальцованную часть на глубину, равную диаметру трубы, вставляется конец второго элемента соединения.
- При помощи газовой горелки, электрического паяльника или паяльной лампы место будущего соединения прогревается до того момента, когда начинает плавиться припой.
- Расплавленным припоем заполняются все зазоры между краями соединяемых медных труб, в результате чего и формируется надежное и герметичное соединение.
После того как соединение двух медных трубок сформировано, их необходимо положить на горизонтальную поверхность и дать им полностью остыть. Только после того как место соединения полностью остыло, полученную конструкцию можно эксплуатировать.
Инструменты и приспособления
Для того чтобы развальцевать своими руками трубки, изготовленные из меди, используют специальные приспособления. Такие приспособления могут иметь как ручной, так и электрический привод. Применяются они для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты, оснащенные электрическим приводом, часто совмещают в себе несколько функций: с их помощью можно не только развальцевать медную трубку, но и согнуть ее под требуемым углом.
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности.
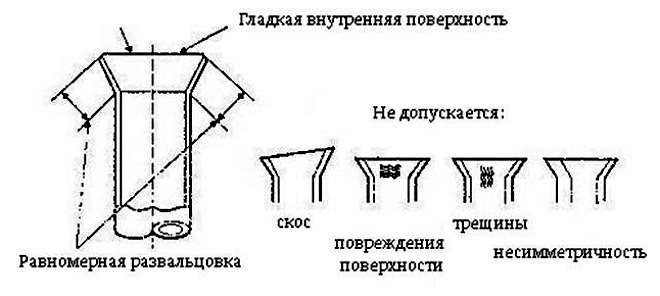
Схема правильной развальцовки и примеры неправильно произведенной операции
Чтобы качественно выполнить развальцовку медных трубок (даже если вы осуществляете ее своими руками впервые), можно использовать одно из следующих приспособлений.
Это болванка конусообразной формы, изготовленная из более твердого металлического сплава, чем медь. Достоинствами такого устройства являются невысокая цена и простота использования. Между тем его применение может сопровождаться разрывами стенок медного изделия, что дает невысокое качество развальцовки.

Этим простейшим приспособлением можно развальцевать одну трубку, но ни о каком качестве работ говорить не приходится
Основным рабочим органом данного приспособления является валик из твердого сплава, который, перекатываясь по краю медной трубки, придает последнему требуемую конфигурацию. Использование механического развальцовщика позволяет выполнять равномерную деформацию обрабатываемого участка трубки, формировать на ее конце стенки одинаковой толщины с высоким качеством их внутренней поверхности.

Ручной инструмент способен обеспечить высокое качество развальцовки и хорошую скорость работы
Такое приспособление с целым набором сменных насадок, обладая всеми преимуществами механического инструмента, позволяет выполнять развальцовку медных трубок с более высокой производительностью и с меньшими трудозатратами. Пожалуй, единственным недостатком электрического развальцовщика является его достаточно высокая цена.
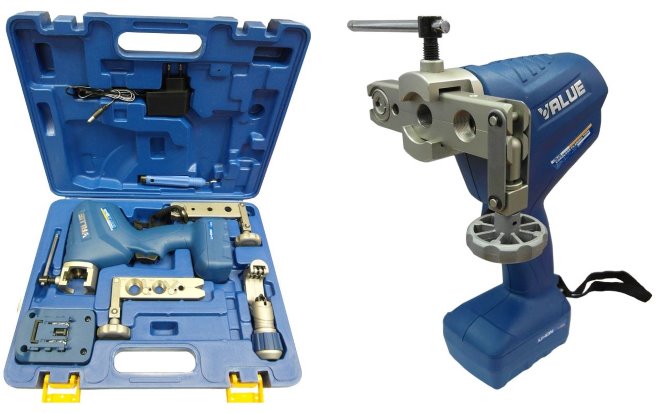
Аккумулятора этого развальцовщика хватает примерно на 100 операций
Такое ручное устройство, работающее по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Обладая простотой конструкции, такое приспособление имеет и ряд существенных недостатков, наиболее значимым из которых является невозможность контролировать толщину стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего и выбирают те, кто выполняет развальцовку своими руками, не гарантирует получения качественного результата.
Советы по выбору инструмента
Развальцевать медную трубку, учитывая высокую пластичность ее материала, несложно. Однако, чтобы добиться высокого качества выполнения такой технологической операции, следует использовать только специализированный инструмент. Выполнение развальцовки при помощи простейших приспособлений, к числу которых относятся болванки и эспандеры, может сопровождаться рядом негативных последствий.
- Стенки трубок, если они небольшой толщины, будут заминаться.
- В стенках трубок, на которые будет воздействовать такой инструмент, могут возникать разрывы.
- Практически невозможно при этом добиться равномерности толщины стенок трубки, что в конечном итоге отразится на надежности формируемого соединения.

В специальном приспособлении медная трубка фиксируется строго перпендикулярно, а деформация происходит точно по конусу
Между тем использование приспособлений, специально предназначенных для выполнения развальцовки, имеет следующие преимущества.
- За счет постепенной (осуществляемой пошагово за каждый проход валиков инструмента) деформации стенок трубы возникновение в ней разрывов практически исключено.
- Достигается равномерность толщины стенок медной трубки, даже если изначально данный параметр не отличался равномерностью.
- Внутренняя поверхность трубки после развальцовки становится идеально гладкой и ровной.
Использование специального приспособления, кроме того, позволяет оперативно и качественно развальцевать конец трубки даже тем, кто никогда ранее не выполнял такую процедуру своими руками.

В набор для развальцовки может входить: эксцентриковая вальцовка, ример, труборез, труборасширитель и пружины для изгибания труб
Чтобы развальцовка была выполнена качественно, следует уделить особое внимание выбору инструмента. При этом надо учитывать такие параметры, как:
- характеристики материала, из которого изготовлена трубка, в частности степень его пластичности;
- внутренний диаметр изделия;
- его наружный диаметр;
- глубина развальцовки;
- расстояние, на которое изделие будет выступать над рабочей частью инструмента;
- расстояние между центрами внутренних отверстий медных трубок (если выбираемое приспособление позволяет выполнять развальцовку сразу нескольких изделий);
- толщина стенок обрабатываемых изделий;
- необходимость в формировании канавок на обрабатываемой части медной трубки;
- наличие соединительных швов на поверхности обрабатываемого изделия.
Большинство специальных приспособлений для развальцовки, представленных на современном рынке, отличаются универсальностью и позволяют выполнять обработку медных трубок в достаточно широком диапазоне их внутренних и наружных диаметров. Как правило, такой инструмент оснащается набором сменных насадок, которые и определяют его широкую универсальность.

