
Как варить трубы электросваркой на просвет?
Как варить трубу под просвет
Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.
Профессиональная варка трубы
- Сварочный аппарат для полипропиленовых пластиковых труб: как выбрать инструмент, оборудование, видео, отзывы
- Сварка полипропиленовых труб: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги
Наиболее качественное соединение стальных труб любого размера обеспечивает электродуговая сварка. Соединяемые детали при этом плавятся под действием электрического разряда. Статья содержит наглядные уроки по сварке.
Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
- по вертикали;
- по горизонтали;
- при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении — устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:
В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Сварка труб «под просвет»
Технология предусматривает следующие условия:
- величина притупления: 2-2,5 мм;
- зазор между кромками: не более 3 мм;
- угол раскрытия: в диапазоне от 60 до 70 градусов;
- дополнительная обработка кромок путем снятия фасок для придания им необходимой формы и устранения неровностей;
- разница в толщине свариваемых стенок не должна превышать 3 мм или 10%.
Cварка трубопроводов высокого давления
Особенностью сварки трубопроводов высокого давления является необходимость предварительного нагрева соединяемых элементов до 300 градусов С, которую поддерживают на протяжении всего процесса прихвата и варки.
При варке газопроводов учитывают:
- Что для газовых магистралей применяют толстостенные трубы, что повышает общую трудоемкость работ.
- Предъявляются повышенные требования к качеству и надежности сварного шва, поэтому к работе привлекают профессионалов с большим опытом.
- Вся система в целом (труба, а также места стыков, сварочные швы) должны быть устойчивы к коррозии. После окончания варки для снятия термических напряжений отрезок в 10 см в каждую сторону от шва прогревают до 500-600 градусов С. Для этого используют термические печи, индукционные нагреватели, газовые горелки.
При нагреве торцы труб закрывают для предотвращения охлаждения и движения воздуха в трубе.
Автоматическая сварка
Так называемая сварка под флюсом предполагает подачу в зону горения электрической дуги электродной проволоки при помощи сварочной головки автомата. В расплавленном состоянии металл проволоки попадает в сварочную ванну и смешивается с основным металлом.
Автоматическая сварка позволяет:
- ускорить и стабилизировать процесс;
- сделать дугу невидимой;
- расширить диапазон деталей по толщине;
- сделать швы более стойкими к образованию трещин и пор.
Флюс положительно влияет на устойчивость дуги и на химический состав шва. Для проведения автоматической сварки необходима возможность вращения стыка.
Сварка труб большого диаметра
В более чем половине случаев соединение стальных магистральных трубопроводов осуществляется с использованием трубосварочных машин. Когда применить механический способ невозможно, например, из-за особенностей локализации, ограничении в манипуляциях с трубой, применяется ручная сварка, осуществляемая бригадой сварщиков.
Для магистральных труб со стенкой менее 6 мм используют два слоя сварочного шва, более 6 мм – три. Обратный валик корневого шва может иметь высоту до 3 мм. В тех местах корневого шва, которые проварены некачественно, осуществляют дополнительную подварку изнутри трубы. Это требование также касается той части корня, который выполнялся в потолочном положении: нижнюю четверть периметра стыка доваривают изнутри. Поворотные стыки требуют выполнения подварки по всему периметру стыка. Подварку осуществляют электродами 3-4 мм.
Трубы большого диаметра требуют использования специального центрирующего оборудования.
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ — наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
- После сварки корня заполняйте сечение шва целиком.
- Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
- Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
- Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
- После каждого слоя очищайте поверхность от шлака.
- Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Видео-урок сварки труб под просвет
Сварка газовых труб под давлением
Сварка специальных газовых труб для транспортировки содержимого с высоким давлением предъявляет повышенные требования к процессу.
Технология сварки газовых труб
Особенности сварки труб для транспортировки составов с высоким давлением определяют двумя характеристиками:
- Толстые стенки и небольшой диаметр.
- Агрессивное воздействие транспортируемых газов.
Трубы до 10 см в диаметре варятся вручную, свыше – при помощи полу- или автоматической сварки с ручной подваркой корня шва. При диаметре более 6 см используют специальные кольца. Сварной шов делают многослойным – от 4 слоев и выше в зависимости от нагрузки на трубопровод и характеристики материала. После выполнения работ проводится обязательный осмотр – дефектоскопия внутри и снаружи места сварки.
Юлия Петриченко, эксперт
Видео-урок сварки газовых труб
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Возможно, вы профессиональный сварщик, и у вас есть, чем поделиться с читателями. Оставляйте свои мнения в комментариях.
Методика сварки на просвет — как сделать, где используется, особенности

Одним из типов сварочных работ является сварка труб. В своей карьере, пожалуй, каждый сварщик сталкивался с этим. В выполнении сваривания труб есть свои опасности и сложные моменты работы.
Начинающие специалисты, зная о сложности сварки труб, отказываются работать с такими деталями. Специалистов, имеющих серьезный опыт в этом деле немного.
Однако если изучить этот тип сварки, становится понятно, что выполнить его не сложно. Важно правильно сварить корень шва. В этом поможет сварка на просвет.
Введение
Эта статья рассказывает о том, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Изучив предоставленные данные, можно понять, как происходит сваривание труб на просвет и как добиться качества шва при таком типе сварки.
Сваривая «на просвет» или «под просвет» корень шва, сварщик варит трубы, имея между деталями зазор. Этот зазор должен быть сквозным, то есть, иметь просвет.
Эта технология подходит для труб до двенадцати миллиметров в диаметре. Однако в редких случаях обрабатываются и трубы больших размеров. Уже готовые к обработке детали называются «катушка».
Читать еще: Система отопления в пятиэтажном доме схема
Определение «на просвет» также используется для соединения труб, проходящих радиографический контроль. Во время этой проверки на металл направляются лучи, которые «просвечивают» его.
Этапы работы при сварке на просвет
Подготовка к обработке детали играет важную роль в создании надежного соединения. Этот тип сварки – не исключение.
Однако если выполнять сварку на просвет будет начинающий сварщик, следует провести пару тренировочных заходов. Для этого берутся ненужные детали, которые можно испортить. Подойдут трубы со стенками 5-10 мм, среднего размера.
Подготовительный этап всегда начинается с очистки поверхности детали. Будет ли она сварена для тренировки, либо для последующего применения, место шва должно быть зачищено от грязи, следов краски, ржавчины.
При помощи подходящего инструмента (наждачной бумаги, напильников, шлифмашинки, металлических щеток) убираются неровности и заусенцы.
В конце подготовки поверхность детали должна иметь характерный металлический блеск. После очистки проводится обезжиривание металла. Для этого нельзя применять легко воспламеняемые вещества (бензин, керосин и их производные).
После подготовки проводится состыковка деталей. Их вес может быть большим. А провести точную состыковку сложно. Поэтому на этом этапе применяются дополнительные механизмы (центраторы). Существуют бюджетные, малогабаритные модели.
Их легко монтировать и применять в быту. Между деталями оставляется небольшое расстояние. Оно не должно превышать размеры присадочного прутка. Наоборот, диаметр прутка должен быть чуть больше оставленного зазора.
Рекомендованное расстояние между деталями – 2,5 мм.
Закончив подготавливать трубы, нужно перейти к подготовке присадочных прутков. Оставив между трубами зазор на два с половиной миллиметра, пруток берется размером 2,6 мм.
Электроды такого диаметра выпускаются разными производителями, среди них — Kobelco модели LB52U.
Если прутки долго хранились без применения, перед работой их нужно просушить. Для этого их укладывают в печь на полтора-два часа. Температура просушки не должна превышать 380°С. Просушка проводится перед процессом сварки.
Если проводить прокаливание электродов возможности нет, нужно обеспечить их сухость на этапе хранения. Для этого их нужно помещать в пенал для прутков. Подобный пенал можно сделать самостоятельно либо приобрести.
Покрытие электродов хорошо впитывает влагу из окружающей среды, поэтому сохранение сухости – важный момент. Влажное покрытие может повреждаться при сварке, что ухудшит работу.
Подбор РДС
Настройка сварочного режима – основа качественного соединения деталей. Сварка на просвет не исключение. Существуют разные типы РДС, подходящие разным видам сварных работ.
При обработке труб, в выборе сварочного режима значение имеет толщина стенки трубы и используемые присадочные прутки. Сила тока подбирается к каждому типу детали отдельно. В этом поможет опыт, либо совет коллеги.
Касательно других пунктов сварочного режима:
- Применяется короткая длина сварной дуги.
- Скорость сваривания подбирается средняя. Повышенная скорость чревата пропусками, пониженная – прожигами в полотне шва.
- Полярность настраивается отрицательная.
- Тип тока – постоянный.
Важную роль в режиме сваривания играет мощность напряжения дуги. Однако она и несколько других показателей подбираются в соответствии с конкретной деталью. Многие характеристики сварных работ зависят от предпочтений мастера.
Ключевым моментом в сварке на просвет является правильное технологическое окно. Оно представляет собой углубление, образованное во время расплавления краев стыка труб.
За ним нужно тщательно следить, так как с его помощью можно вовремя заметить, что качество шва нарушено.
Сваривание корня шва на просвет требует много практики. Подбор правильного режима сварки происходит опытным путем, а значит, чем больше сваривания труб будет проведено, тем проще будет определиться с настройками для конкретной детали.
На стадии, когда опыта еще нет, можно спрашивать рекомендации у мастеров старшего поколения.
Этап сваривания труб
После того, как была проведена подготовка поверхностей и выбран РДС, можно начинать процесс сварки на просвет. В начале создания соединения формируется несколько точек-прихваток.
Эти элементы защитят корень шва от деформации во время работы. Число прихваток создается в зависимости от диаметра труб. Большие диаметры требуют большего количества прихваток.
Количества точек должно быть достаточно, чтобы скрепить детали. Это крепление должно быть надежным, поэтому варить прихватки нужно также, как варится шов.
После создания всех точек производится зачистка стыка. Это делается для выявления корневых дефектов. На этом этапе их еще можно удалить и переделать. Если при последующей обработке корень будет иметь дефекты, деталь будет испорчена.
После создания надежного шва начинается равномерное заполнение соединения. При сваривании трубы на просвет это простой этап.
При нормальной зачистке проходит переплавка корня на уровне тридцати процентов. Хорошая степень зачистки позволит уменьшить корневую переплавку.
В случае, если во время сваривания потребуется смена присадочного прутка, то продолжать работать нужно немного ниже места остановки. Это придаст соединению аккуратности и защитит от появления дефектов.
После заполнения можно переходить к облицовочному слою. Под этот слой оставляется до полутора миллиметров.
Важными технологическими характеристиками облицовочного соединения являются равномерность и отсутствие подрезов. Создавать его нужно тем же образом, которым создавалось заполняющее соединение.
Как и в случае с заполняющим слоем при обновлении прутка работа продолжается немногим ниже точки остановки. При создании облицовочного слоя нужно следить за уровнем силы тока.
Его можно постепенно увеличить или понизить, отслеживая изменения. Таким образом находится подходящий для работы с деталью показатель. В конце сварки на просвет шов может выступать над поверхностью металла, однако выступ не может быть выше одного миллиметра.
Если все сделано верно, получается надежный, аккуратный шов.
Ошибки в сварной обработке труб
Поскольку на практике просветная сварка труб сложная работа, у начинающих сварщиков часто происходит забраковка деталей. Избавиться от нее без практики и наработки личного опыта невозможно.
Ускорить обучение может разбор теории сварочного дела и стандартов по сварке на просвет.
Далее будут приведены ошибки в просветной обработке труб и способы их предотвращения.
Первая проблема заключается в непроваренных участках. Их появление происходит, когда превышена скорость сварки, а мастер не достаточно опытен. Недостаток практики играет ключевую роль в сварке на просвет.
И именно наработка опыта позволит предотвратить появление непроваров в будущем.
Нередко портит деталь наличие провисших участков, созданных неаккуратностью шва. Это результат несоблюдения технологического процесса и режима сварки на просвет.
Опыт и интуиция важны в просветном сваривании, однако изучение техдокументации к заданию существенно облегчит выполнение работы.
Еще пара советов для предотвращения типичных ошибок:
- Несмотря на сложность, сваривание производится при короткой длине сварной дуги. Даже если хочется облегчить задачу, нельзя менять длину дуги. Сварка уже на среднем значении ухудшит качество соединения.
- В процессе сваривания пруток не отрывается. Отрыв присадочного прутка производится только при необходимости его обновления.
- От детали к детали нужно следить за настройками силы тока.
- Не стоит игнорировать подготовительный этап. Правильная зачистка и разделывание кромок облегчает работу.
- Работа проводится только сухими присадочными прутками.
- Не стоит проводить процесс сварки на просвет во время непогоды.
- Качество оборудования и дополнительных элементов тоже имеет вес в надежности результата.
Заключение
Сваривание металлических труб на просвет должно всегда проводиться с ответственным подходом к делу. Вне зависимости наличия контроля качества.
То, как сварщик относится к работе вне контроля результатов труда, показывает его качества как работника. Некачественное исполнение труб всегда может иметь последствия.
В этой статье было подробно рассказано о процессе сварки на просвет. При наличии базового опыта, после изучения этого материала сварщик сможет выполнить подобную задачу.
Однако изучению ошибок и проблем во время сварного процесса стоит уделить больше внимания. Здесь были приведены лишь некоторые из них.
Перед работой стоит изучить все доступные материалы, справки и документы. Это поможет на практическом этапе и ускорит выработку своих принципов сварки.
Технология сварки труб электросваркой. Полезные рекомендации
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Основная технология
Наиболее распространенной и востребованной методикой является электродуговая сварка.

Да, у нее есть альтернативы в виде газовой сварки, но ее неоспоримые преимущества заключаются в простоте, минимальном наборе оборудования и результате, соответствующем самым строгим стандартам.
Даже при конструировании магистральных трубопроводов используется именно этот метод. Чтобы добиться высокого качества, необходимо отнестись к работе со всей ответственностью.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3. Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ. Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят электроды LB-52U. Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Читать еще: Обратный осмос очистка воды как он работает
Посмотрите видео по теме, какие электроды использовать для сварки труб:
Основные методы
Соединение может выполняться одним из следующих способов:
- Встык, когда соединяемые трубы размещаются друг напротив друга. Наиболее распространенный вариант, отличающийся относительной простотой реализации. Впрочем, и он характеризуется определенными сложностями. Первый момент – работу лучше вести снизу. Второй момент – необходимо тщательно проваривать металл, чтобы глубина провара соответствовала толщине стенки.
- Внахлест. Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
- Тавровое соединение выполняется под 90-градусным углом.
- Угловое соединение предполагает, что угол между соединяемыми отрезками менее 90 градусов.

Полезные рекомендации
Перед тем, как варить трубы электросваркой, стоит запомнить ряд советов, следование которым упростит процесс, а также улучшить качество конечного результата:
- Если соединение осуществляется стыковым или тавровым методом, то лучше всего показывают себя электроды, диаметр которых варьируется от 2 до 3 миллиметров.
- Рекомендуемая сила тока – от 80 до 100 ампер, исключение составляет только сварка внахлест, когда ее рекомендуется увеличить до 120 ампер.
- При заполнении сварочного шва нужно ориентироваться на то, чтобы подъем металла над плоскостью элемента достигал 2-3 миллиметров.
- Если труба имеет в сечении не привычные овалы или круги, а профили, то есть прямоугольники и квадраты, то используется точечный способ ее соединения.

Суть его состоит в том, что изначально нужно сварить небольшой участок с одной из сторон. Далее – аналогичный участок на противоположной стороне, после – на оставшихся двух плоскостях. Только после этого труба сваривается окончательно.
Данный подход дает возможность исключить вероятность коробления изделия при повышении температуры, его геометрия остается стабильной.
Подготовительные операции
Окончательное качество стыковки зависит не только от профессионализма сварщика и использования “правильных” электродов, но и от того, насколько грамотно выполнена предварительная подготовка.

Заключается она в следующих операциях:
- Проверка соответствия геометрии соединяемых элементов выбранной технологии. Необходимо помнить, что толщина стенок должна быть идентичной, иначе не удастся полноценно проварить толстостенную трубу, а в случае работы с тонкостенным изделием, наоборот, увеличивается риск сквозного прожога.
- Не допускается наличие дефектов на свариваемых изделиях, будь то трещины, заломы или деформации. В процессе температурного расширения они могут превратиться в участки полного разрушения конструкции.
- Не допускаются геометрические отклонения среза. Его угол должен составлять 90 градусов, иначе сварочный шов окажется недостаточно прочным, возникнут проблемы с его формированием, что будет представлять угрозу разрушения всей конструкции.
- Кромки соединяемых труб необходимо зачистить до появления блестящей металлической поверхности, для чего применяется грубая наждачная бумага или специальная щетка. Минимальная протяженность зачищаемого участка – сантиметр от кромки.
- Удаляются жировые и другие загрязнения, следы краски и проявления коррозии. Наиболее эффективное средство удаления – химический растворитель.
В этом видео показывается, как подготовить кромки трубы под просвет с помощью болгарки:
Особенности процесса
Технология сварки труб предполагает следование следующим правилам:
- Шов должен быть беспрерывным, то есть заканчиваться в точке своего начала. Отрывы электрода от поверхности не допускается. Выполнить правило невозможно, если диаметр трубы слишком велик. В такой ситуации используется многослойная сварка. Число слоев нужно соотносить с толщиной стенок.
2 слоя соответствуют толщине менее 6 миллиметров, 3 – от 6 до 12, 4 – более 12. Перед нанесением последующих слоев нужно убедиться, что первый полностью остыл.
- Перед тем, как сварить две трубы, их нужно зафиксировать. Прихватка упростит работу, исключит поперечные и продольные перемещения, позволит сформировать ровный и прочный шов без лишних усилий.
- При толщине стенки трубы более 4 миллиметров допускается формирование коренного шва, основная особенность которого – заполнение области между соседними кромками на полную глубину. Альтернатива коренному шву – валковый аналог, который идентифицируется по 3-миллиметровому валику сверху шва.
- Проверка качества шва. Он простукивается молотком, что позволяет удалить включения шлака. После этого проводится визуальный осмотр, не допускаются трещины, участки с недостаточным проваром, сколы, выемки, прожоги.
Если по трубам будет транспортироваться жидкость или другая среда, находящаяся под давлением, то проводится тестовый запуск, позволяющий определить герметичность.
Полезное видео
Посмотрите видео, где опытный сварщик показывает, как просто и быстро варить трубы начинающим:
Видео для начинающих сварщиков, сварка труб полумесяцем:
Заключение
Итак, сварное соединение труб – дело ответственное, но при должном подходе, внимательном отношении с ним могут справиться и новички. Главное – делать все по инструкции, не отступать от технологии, помнить обо всех мелочах.
Сварка корня шва труб под просвет
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
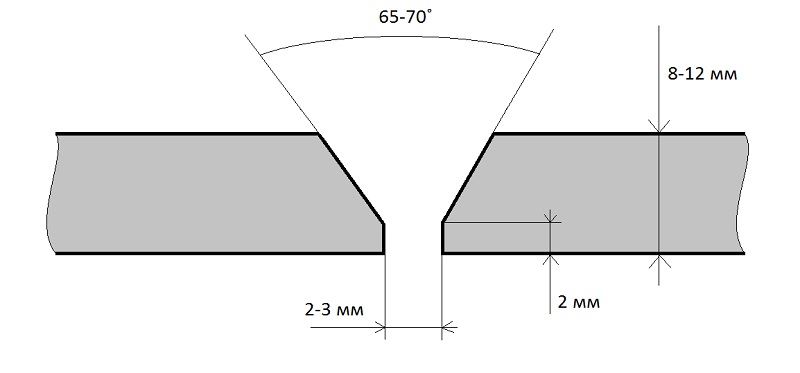
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
Читать еще: Как спаять полипропиленовые трубы без паяльника?
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Качественная сварка на просвет
О том, как осуществляется сварка на просвет, часто спрашивают даже профессиональные сварщики. Это особенно актуально сейчас, когда работодатели стали требовать повышения качества сварочных работ при сварке водопроводных труб, труб системы отопления, газовых труб и т.д. При этом качество сварных швов стали строго контролировать при помощи ультразвука. Поэтому новичку после ПТУ или техникума, который не имеет большого опыта сварочных работ, очень сложно качественно сварить трубы. Однако выход есть – достаточно некоторое время потренироваться варить трубы в гараже. При этом не следует пугаться такой работы – ведь начинающий сварщик получает опыт. Поскольку, только постоянно совершенствуясь, можно добиться высокого качества сварного шва. Все люди, которые сейчас производят сварку под просвет, тоже когда-то учились. Ниже будут рассмотрены нюансы работы, которые помогут повысить качество сварки.

Схема сварки труб на просвет.
Подготовительный этап
Сварка труб под просвет всегда требует тщательной подготовки. Подготовительные работы начинают с подбора тренировочного материала. Для этого подойдут трубы среднего диаметра с толщиной стенки 6-12 мм. При этом параметры должны быть следующие: фаска – 65-70 о , а приступ – 2 мм (независимо от размеров трубы).
Далее приступают к зачистке труб в местах будущего стыка. Их необходимо очистить от ржавчины, лакокрасочного покрытия и т.д. При этом зачистить трубу необходимо почти до блеска, лучше всего это выполнить шлифовальной машинкой. Далее снимаются все металлические неровности (для этих целей можно использовать резак). Также следует удалить и те участки труб, которые изменили цвет в процессе шлифования при помощи шлифовальной машинки. После этого поверхность следует обезжирить, используя ацетон и суконку.

Перед сваркой трубы следует зачистить от грязи и ржавчины.
Стык собирается при помощи центратора, при этом наиболее часто используется наружный центратор, однако лучше подойдет внутренний, поскольку он может удалить часть неровностей внутри трубы. При этом смещение сборки должно стремиться к 0 (а в идеале его вообще не должно быть). Зазор следует оставить порядка 2,5 мм (легко выставляется электродом такого диаметра).
Когда с заготовками закончено, приступают к подготовке электродов. Для сварки корня лучше всего применять электроды LB52U диаметром 2,6 мм. Их следует прокалить в печке, для подобных электродов прокалка осуществляется при температуре около 390 градусов в течение 2 часов. После прокаливания их кладут на хранение в пенал (если не планируется быстрое использование). Температура в пенале должна быть не ниже 80 градусов. Совет: в случае если нет времени на полноценную прокалку электродов, опытные сварщики сушат их резаком на мягком пламени на протяжении 1,5 минут.
Важно знать, что подобная технология закалки категорически запрещена для применения, однако в экстренных случаях она способна выручить. При этом не следует сушить все электроды сразу – они быстро остынут и наберут влаги, поэтому подсушивать электроды следует по 1-2 штуке.
Начало настройки сварочного аппарата
После закалки электродов, необходимо настроить силу тока для работы. Она зависит от размера стенок свариваемых труб. При этом необходимо подобрать силу тока так, чтобы электроды не заливало шлаком или металлом при работе наверху.

Основные настройки сварочного полуавтомата.
При этом стоит обращается внимание на то, что в случае изменения полярности (когда электрод становиться «+», а труба «-»), расплавленный металл пойдет в направлении объекта сварки. Важно отметить, что такой процесс есть только при сварке постоянным током. Далее электрод зажигается, и им расплавляют кромки (этот процесс обычно называется разделкой), в результате чего между ними появляются перемычки. Затем необходимо образовать короткую дугу и слегка прикоснуться к фаскам. При этом касания должны быть одинаковыми для обеих сторон. В процессе сварки молекулы металла с электрода двигаются к объекту, а затем, «перевешиваясь» за перемычки, образуют внутренний валик. В дальнейшем следует продвигаться, не двигая на себя электроды, т.е. не увеличивая зазоры. При этом электрод должен быть перпендикулярен поверхности объекта и слегка наклонен относительно оси объекта.
В случае, если электрод неправильно подобран, возможен такой вариант, при котором объект не успеет остыть и сварочный шов от сварки просядет, образуя провис. Если же допущена ошибка и электрод оттянут от трубы, металл может провалиться. Поэтому необходимо постоянно осуществлять контроль над технологическим окном. Именно наличие этого отверстия указывает на правильность процесса и на наличие провара. При этом отверстие (технологическое окно) должно иметь относительно стабильный небольшой размер, около 3 мм. В случае, если у окна будет больший диаметр, то это приведет к образованию провиса.
После выполнения сварки корня, поверхность зачищается.
Сварка стыка

Схема прихвата для трубы.
Первое, что необходимо сделать в процессе сварки стыка – это прихватить трубу для исключения деформации корня.
Количество точек прихвата необходимо определить исходя из размеров труб. Прихватывать объекты необходимо так, чтобы при сварке места стыка практически не стягивался зазор. Прихват вариться аналогично корню.
При этом на прихвате не следует расслабляться – прихват важен так же, как и корень. После того, как стык прихвачен, его необходимо зачистить. В случае, если при проведении работ по прихватке были обнаружены трещинки или поры на корне, то они должны быть удалены (вырезаны). Если они не удаляются при дальнейших сварочных работах, то это приводит к появлению брака.
После зачистки поверхностей следует приступить к заполнению. Заполнение шва – самая простая работа. Однако в процессе заполнения необходимо переплавить около 30% корня (такая норма была в СССР), но в случае тщательной зачистки можно переплавить меньшее количество металла корня.
При заполнении следует оставить небольшое углубление, порядка 1,5 мм, для укладки облицовки. В этом случае облицовочный слой металла ляжет аккуратно, без подрезов. При этом регулировкой тока сформируется аккуратный шов. При этом важно заварить корень плотно; если он будет рыхлым, то возможен провал на потолке или вдавливание электрода внизу. При заполнении следует выдерживать угол, работать на короткой дуге.
Только в этом случае металл будет ложиться аккуратно. Нельзя допускать появление карманов и портить края фаски. В процессе работы при смене электродов новый электрод запускают ниже предыдущего, чтобы брак не попал в готовый для заполнения шов.
Когда шов заполнен, то начинают делать облицовку. Ее варят почти аналогично заполнению, так же, как и при заполнении, каждый новый электрод должен стартовать ниже уже готового шва (примерно на 3-4 мм). При этом шов следует сделать выступающим за края фасок на 1 мм.
Ошибки и дефекты
В процессе сварки у начинающего сварщика могут появиться некоторые дефекты. Сварка на просвет не должна их содержать. Поэтому стоит рассмотреть причины появления недочетов.

Таблица параметров сварки.
Самая большая ошибка, которая возможна при сварке – это непровар. Если он имеет место быть, то это говорит об очень низкой подготовке сварщика (а точнее об ее отсутствии). Таких сварщиков не допускают для работы с трубами вообще (на любом объекте). Однако это не повод опускать руки – надо тренироваться.
Весь остальной брак (провисы, неаккуратные швы и т.д.) связан с несоблюдением технологии и техники сварочных работ, описанных в данном материале. Чтобы не ошибаться в будущем, необходимо четкое соблюдение следующих правил:
- Сварочные работы должны производиться только на короткой дуге.
- Варить следует не отрывая электрода.
- Тщательно подбирать ток.
- Разделывать трубу следует правильно.
- Необходимо тщательно осуществлять зачистку поверхностей.
- Следует правильно прокаливать электроды.
- При сварке следует тщательно прикрывать место работы от ветра и дождя/снега.
- Использовать только качественные сварочные аппараты и электроды.
В данном материале вкратце были изложены основные (общие) правила для сварки на просвет. Однако для каждого конкретного случая возможно потребуется внесение корректив.
В случае, если с первого раза не получилось правильно сварить трубы (а с первого раза вряд ли у всех получится), не стоит расстраиваться – необходимо учиться.

