
Как пользоваться резьбомером
Резьбомеры. Устройство, назначение и правила применения.
Резьбомер — приспособление для определения шага метрической резьбы или количества ниток на один дюйм дюймовой резьбы. Приспособление представляет собой набор щупов, в котором каждому значению резьбы соответствует свой шаблон. Совмещая шаблон с профилем резьбы, мы определяем параметры резьбы.
Резьбовые шаблоны позволяют контролировать параметры как наружных, так и внутренних резьб. Наибольшим разнообразием отличаются резьбомеры для измерения наружных резьб. Внутренние резьбы обычно измеряют по слепкам.
— для комплексного контроля и для измерения отдельных параметров;
— наружной и внутренней резьб;
— цилиндрической и конической резьб;
— ходовых винтов и т. п.
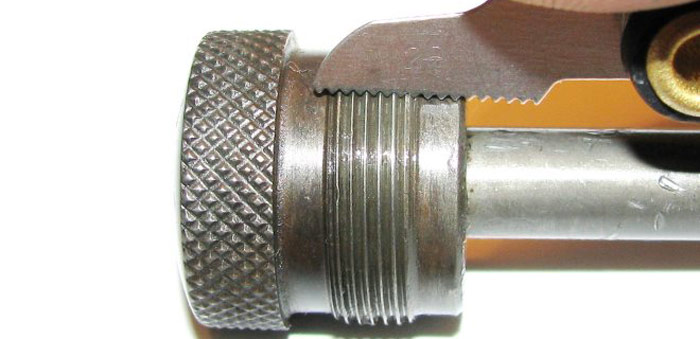
Для определения шага резьбы или числа ниток на 1″ на резьбовых изделиях служат резьбомеры (рис. 1.2.30). Резьбомеры изготовляются для разных систем резьбы и представляют собой набор стальных гребёнок, заключённых в колодку.
Определение шага резьбы или количества ниток на 1″ производится путём подбора профиля гребёнки, соответствующего углу профиля резьбы. Гребёнка точно укажет шаг резьбы или количество ниток, приходящихся на 1″ (рис. 1.2.30, б).
Чтобы убедиться в правильности найденного шага резьбы или числа ниток, приходящихся на 1″, необходимо дополнительно измерить наружный диаметр резьбы при помощи штангенциркуля и сверить полученные данные с данными соответствующего стандарта на резьбу. Если данные измерения совпадают, то шаг или число ниток определены правильно, в противном случае измерение нужно повторить.
При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.

Рисунок 1.2.30. Резьбомеры.
В резьбе измеряют и контролируют наружный, внутренний и средний диаметры, шаг и угол профиля: из них основными элементами резьбы являются: наружный и средний диаметры, шаг и угол профиля резьбы.
Измерение шага резьбы. Для измерения шага резьбы применяют измерительную линейку и резьбомер. Измерение шага резьбы измерительной линейкой показано на рис. 1.2.31. Линейкой измеряют длину определенного количества витков, например десяти; разделив полученную длину на замеренное количество витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которое приходится на длину одного дюйма (приближенно равного 25.4 мм). Если на длине 1″ насчитывается 4 витка, то шаг равен 1/4″.
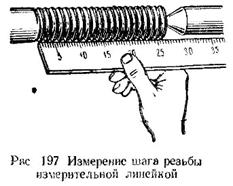
Рисунок 1.2.31. Измерение шага резьбы измерительной линейкой.
Резьбомер состоит из набора стальных пластинок, из которых каждые снабжена вырезами, точно соответствующими профилю резьбы определенного шага. На каждой пластинке выбиты цифры, указывающие на шаг резьбы в миллиметрах или число витков, нарезанных на длине одного дюйма. При измерении шага прикладывают пластинку к проверяемой резьбе параллельно ее оси (рис. 1.2.32). Совпадение пластинки резьбомера проверяют на просвет.

Рисунок 1.2.32. Измерение шага резьбы резьбомером.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно резьбовым микрометром (рис . 1.2.33). Он отличается от микрометра для гладких деталей только тем, что вместо постоянных измерительных поверхностей имеет особые сменные измерительные наконечники 1 и 2. Наконечник 1 (рис. 1.2.33, б), снабженный конусом с углом, равным углу профиля резьбы, вставляют в отверстие микрометрического винта, наконечник 2, снабженный прорезью, — в пятку.
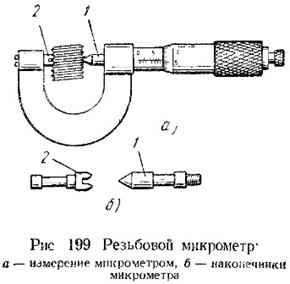
Рисунок 1.2.33 Резьбовый микромер.
При измерении резьбовой микрометр устанавливают так, чтобы конус входил в углубление резьбы, а измерительный наконечник с вырезом охватывал выступ резьбы (рис. 1.2.33, а). Отсчет по шкале микрометра показывает размер среднего диаметра резьбы.
Резьбовые калибры. Наилучшим инструментом для контроля резьб являются резьбовые калибры — нормальные и предельные. Наружная резьба проверяется нормальным резьбовым кольцом (рис. 1.2.34), а внутренняя — нормальной резьбовой пробкой (рис. 1.2.35). Правый гладкий конец пробки служит для проверки диаметра отверстия под резьбу, а левый резьбовой конец — для проверки самой резьбы. Правильность резьбы нормальными калибрами определяют на ощупь по отсутствию качания и трудности свинчивания калибра и детали.

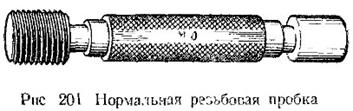
Рисунок 1.2.35 Нормальная резьбовая пробка.
Значительно более точна и производительна проверка резьбы предельными резьбовыми калибрами. Наружную резьбу проверяют предельными резьбовыми скобами. Такая скоба (рис. 1.2.36) имеет две пары роликов: передняя пара является проходной, а задняя — непроходной.

Рисунок 1.2.36 Предельная резьбовая скоба.
Способ проверки резьбы предельной резьбовой скобой такой же, как и при проверке гладких размеров, т.е. резьба должна свободно пройти через проходную сторону калибра, а не проходная сторона калибра должна задержать резьбу.
Внутреннюю резьбу проверяют предельными резьбовыми пробками (рис. 1.2.37). Проходной конец пробки имеет длинную резьбу полного профиля; он должен полностью ввинчиваться в резьбовое отверстие по всех его длине. Непроходной конец имеет 2-3 витка срезанного профиля, он не должен ввинчиваться в измеряемое отверстие.
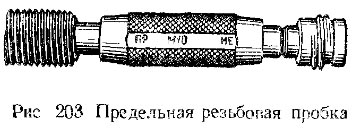
Рисунок 1.2.37 Предельная резьбовая пробка.
Как гладкие, так и резьбовые предельные калибры применяют обычно при изготовлении большого количества одинаковых деталей и вообще в тех случаях, когда детали должны иметь точные размеры с определенными допусками.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Резьбомер метрический и дюймовый
Резьбомер – инструмент, определяющий главные параметры резьбы. Резьбомер метрический используется для проверки точности метрической нарезки. Резьбомер дюймовый применяется для измерения параметров дюймовой резьбы: при нахождении шага и количества ниток на 1 дюйм нарезки. Резьбомеры помогают оценить точность выполненной нарезки и величину ее основных элементов за короткий период времени. Стоимость измерительного инструмента составляет не менее 150 рублей. Цена зависит от вида используемых материалов и качества сборки.

Что такое резьбомер
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Параметры нарезки должны соответствовать резьбовым шаблонам, которые являются табличными величинами.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Читать еще: Как заделать стояк в туалете?
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.

Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Виды резьбомеров
Выделяют 2 основных вида резьбомеров для измерения параметров нарезки:
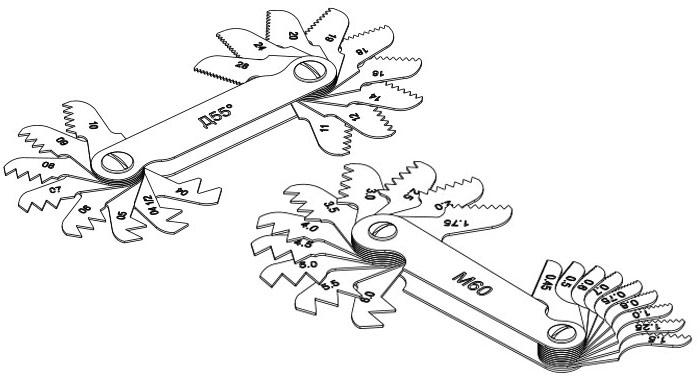
- Резьбомер метрический. Он измеряет шаг и профиль резьбы диаметром от 1 до 600 миллиметров. Профиль щупа метрического инструмента представляет собой треугольник с равными сторонами и острыми углами, равными 60°. Поэтому метрические резьбомеры обозначаются символами “М60”, где “М” обозначает метрический тип, а 60 – значение угла. Для проведения измерений используется набор метрических резьбовых шаблонов № 1 M60 ЧИЗ включает в себя 20 гребенок, представляющих собой тонкие стальные пластины. Приборы для калибровки метрической разновидности нарезки применяются при производстве машиностроительной конструкции, в сфере приборостроения. С их помощью оценивают правильность изготовления креплений (гаек, болтов, шпилек и гаек). Метрические резьбомеры отличаются простотой изготовления и высокой прочностью конструкции.
- Резьбомер дюймовый. Этот инструмент измеряет характеристики дюймовых нарезок. Он применяется в радиоэлектронной промышленности, авиастроении и производстве станков. Все расчеты производятся в дюймах (1 дюйм = 2,54 см или 25,4 мм). Стандартный набор гребенок дюймового резьбомера состоит из 17 пластин из стальных сплавов. Наименьшим размером обладает шаблон с 28 витками, наибольшим – шаблон с 4 витками. Угол профиля его гребенок составляет 55°, шаг определяется числом ниток на 1 дюйм. Поэтому данный вид резьбомеров изображается символами “Д55”, где “Д” – буква, указывающая на дюймовый вид, а 55 – значение угла.


В следующей таблице приведены шаблоны для определения шага с помощью метрического или дюймового резьбомера. Данные указаны для резьбы с габаритными размерами 75х15х15 мм:
Условное обозначение набораНабор № 1 M60Набор № 2 D55Набор № 3 M60-Д60Число пластинок или шаблонов в наборе201720Шаг, ммОт 0.4 до 6.0–От 0,5 до 2.0Количество ниток на 1 дюйм–От 28 до 4От 28 до 10Масса, кг0.030.0250.035
При проверке точности нарезки необходимо учитывать основные характеристики метрической и дюймовой резьбы, указанные в ГОСТ 6357–1981:
- Диаметр: характеризует расстояние между противоположными точками различных вершин. Наружный диаметр определяет дистанцию между верхними точками гребней, внутренний – расстояние между точками впадин канавок метрической или дюймовой нарезки.
- Высота профиля: определяет разность между наибольшим и наименьшим диаметрами.
- Угол профиля: угол, располагающийся между профилем нарезки и плоскостью сечения, проходящего через ось детали.
- Ход резьбы: характеризует дистанцию между боковыми сторонами профиля, находящимися в единой винтовой поверхности.
- Форма профиля: треугольная, прямоугольная, круглая и трапецеидальная.
- Расположение: указывает место, в котором была образована метрическая или дюймовая резьба. Она может располагаться как на внешней, так и на внутренней поверхности.
- Форма поверхности: определяет, на какой поверхности была образована метрическая или дюймовая резьба. Различают цилиндрическую и коническую формы поверхности.


Метрические и дюймовые резьбомеры обладают рядом параметров, определяемых ГОСТ 6111-52. Но во время их использования мастер должен учитывать вероятность срезания нескольких витков нарезки в нетвердых металлических сплавах и длину свинчивания. Во время калибровки важно определить, справится ли резьба с нагрузкой, возникающей при использовании измерительного инструмента.
Порядок работы с резьбомером
Перед процедурой определения шага необходимо оценить состояние инструмента и проверить его на предмет износа. Все щупы должны быть очищены от масла и иных разновидностей грязи, способной повлиять на точность измерений. Если на них присутствуют внешние дефекты (заусенцы), то их нужно устранить.
После завершения процесса приготовления инструмента необходимо подобрать щуп с подходящими параметрами для определенного вида резьбы, воспользовавшись таблицей с резьбовыми шаблонами M60 и Д55. Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко. Важно, чтобы она совпадала с профилем измеряемого отверстия и входило в нее без образования просветов. После проведения измерений необходимо зафиксировать числовое значение, указанное на подходящем щупе.
При определении точности нарезки дополнительно используется штангенциркуль – универсальный измерительный инструмент, использующийся для замера размерных характеристик и глубин проделанных отверстий. С его помощью мастер сможет определить основные параметры резьбы, включая диаметр.
Во время эксплуатации резьбомера необходимо соблюдать основные положения техники безопасности:
- Мастер должен следить за чистотой метрического или дюймового инструмента, чтобы снизить риск поломки. Для этого нужно его хранить в плотной и прочной емкости с твердой поверхностью: в ящиках или контейнерах.
- Нельзя заменять резьбомер иными инструментами, не предназначенными для выполнения измерительных работ.
- Заготовка, в которой была проделана резьба, должна находиться в неподвижном состоянии. В противном случае может возникнуть большая погрешность измерения.
- Мастер должен надеть спецодежду для снижения риска получения ранений из-за ненадлежащих условий пользования резьбомером.
- Нельзя использовать неисправный инструмент. На его щупах не должны присутствовать внешние дефекты (царапины или вмятины), способные повлиять на точность расчетов. Чаще всего неисправности возникают при использовании устройства с пластмассовым корпусом, что связано с низкой прочностью материала.

Проверить результаты измерений можно с помощью применения математических формул и бумажных листов. Для этого нужно взять лист бумаги и приложить к нему поверхность измеряемой резьбы. Шаг определяется по формуле: P=l/n, где P – величина шага, l – длина нарезки, n – число оставленных отпечатков на листе бумаги. Длина отверстия замеряется при помощи линейки.
Резьбомер. Как узнать шаг резьбы?

При самостоятельной нарезке резьбы – внутренней или наружной – часто требуется резьбомер. Он поможет верно подобрать параметры профиля резьбы и избежать проблем с изготовлением второй детали в соединении. Сегодня, мы поговорим о видах и работе с этим нехитрым инструментом.Читать еще: Как загерметизировать стык ванны со стеной
Стандартные параметры профиля резьб
Характеристики метрических резьб определяет ГОСТ 24705-91, а дюймовых – ГОСТ 6111-52. И, если диаметр резьбы можно достаточно просто установить при помощи обычного штангенциркуля, а тип резьбы – простым визуальным осмотром, то с шагом резьбы не всегда разберётся даже опытный слесарь. Между тем резьбы с разным заходом и профилем попадаются часто. Соответствие профиля имеющейся и подлежащей нарезанию резьбе особо важно в следующих ситуациях:
- При необходимости дальнейшей поверхностной обработке болта и – реже – гайки.
- Определить возможность увеличения длины свинчивания.
- Установить, выдержит ли изготавливаемое резьбовое соединения эксплуатационные усилия.
- Выяснить, возможен ли срез одного или нескольких витков резьбы (для мягких металлов и сплавов).

Резьбомер окажется полезным и для того, чтобы отличить, с какой резьбой имеет дело пользователь: метрической (с углом при вершине 60º), либо дюймовой (угол при вершине 55º). При этом не потребуются какие-либо вычисления или дополнительные инструмента, в частности, калибры.
Что из себя представляет резьбомер?
Резьбомер состоит на набора зубчатых гребёнок, каждая из которых имеет определённое расстояние между смежными выступами, соответствующими шагу резьбы. Всё гребёнки вращаются на осях, закреплённых в корпусе. Отшлифованные поверхности и конфигурация гребёнок позволяет свободно использовать их при определении шага внутренней и наружной резьбы. На корпусе имеется выштамповка «М60» — у метрических резьбомеров и «Д55» — у дюймовых. На лицевой поверхности каждой гребёнки выштамповывается значение шага резьбы.
Гребёнки производятся из инструментальных сталей типа У7, 8ХФ или ХВ4 по ГОСТ 5950-85, отличающихся пониженной прокаливаемостью, но малым коэффициентом температурного расширения, что делает возможным точное использование резьбомеров в большом диапазоне внешних температур.
Профили измеряющих гребёнок выполнены так, что при измерении одновременно устанавливается не только шаг резьбы, но и степень заполнения её профиля, а также число ниток (витков) резьбы. Последнее важно тогда, когда используются детали со шлифованной резьбой, которая иногда может быть повреждена шлифовальным кругом.
Как пользоваться резьбомером?
В слесарном деле полезно иметь оба типа резьбомеров. Установление шага резьбы производится обычно после определения её диаметра, поскольку в вышеуказанных ГОСТ не все диаметры резьб могут иметь полный диапазон шагов — это касается резьб малого (менее 5 мм), либо, наоборот – очень большого диаметра (свыше 120 мм).
Далее зубчатая гребёнка, располагаемая примерно перпендикулярно оси болта, винта или гайки, вводится в плотный контакт с поверхностью имеющейся резьбы. Если витки совпадают, то шаг резьбы соответствует значению, выдавленному на поверхности гребёнки. Если нет – проверку повторяют. Для наружных резьб совпадение выявить легко, для внутренних – несколько сложнее: возможно, потребуется подсветка зоны измерений. Впрочем, полное совпадение профилей на детали и на гребёнке легко устанавливается и по факту плотности прилегания.
Механизм использования инструмента одинаков и для метрических, и для дюймовых резьбомеров.
После использования контактные поверхности гребёнок инструмента тщательно очищают от поверхностных загрязнений, частиц смазки и т. д.
Цена резьбомера – от 100 до 250 руб., в зависимости от количества гребёнок в комплекте.
Как измерить резьбу
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Читать еще: Как найти трубу с водой под землей
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.

Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:
Резьбомер метрический и дюймовый: как узнать шаг резьбы?

Если вы сами занимаетесь нарезкой резьбы, причем не важно, пользуйтесь ли вы метчиком либо леркой для наружной или внутренней нарезки резьбы, вам в любом случае необходим резьбомер, который позволит не только избежать сложностей при создании второго элемента в соединении, но и подскажет, как грамотно подобрать параметры профиля резьбы. В сегодняшнем материале мы разберем особенности и виды данного инструмента.

Характеристики профиля резьб
Дюймовый и метрический резьбомер имеют параметры, определяемые ГОСТ 6111-52 и ГОСТ 24705-91 соответственно. И, если вид резьбы можно запросто определить зрительно, а диаметр, воспользовавшись штангенциркулем, то шаг резьбы даже слесарь с большим опытом далеко не всегда может точно разобрать, а ведь резьбы с различным профилем и заходом встречаются постоянно! Правильно определить профиль важно, когда необходимо:
- Определить возможность срезания нескольких либо одного витка резьбы в мягких сплавах и металлах;
- Узнать, можно ли прибавить длину свинчивания;
- Провести дальнейшую поверхностную обработку гайки или болта;
- Установить, справится ли заданное резьбовое соединение с предполагаемым усилием.

Для определения типа резьбы, будь то дюймовая с углом вершины равным 55 градусам или метрическая с 60 градусами при вершине, резьбомер также будет необходим. Причем вам даже не потребуется пользоваться какими-то другими приспособлениями или проводить расчеты.
Что такое резьбомер?
Инструмент выполнен в виде небольшого набора зубчатых гребенок, где каждая отличается собственным шагом между смежными выступами. Этот шаг, как можно догадаться, соответствует шагу резьбы. Каждая гребенка закреплена в корпусе и вращается вдоль оси. Конфигурация и отшлифованная поверхность гребенок дает возможность запросто пользоваться ими при вычислении шага наружной или внутренней резьбы.

Дюймовые и метрические резьбомеры имеют на корпусе соответствующие маркировки «Д55» и «М60». Каждая гребенка на лицевой стороне имеет собственное обозначение шага резьбы.
Выпускаются гребенки согласно ГОСТ 5950-85 с использованием инструментальных сталей ХВ4, 8ХФ или У7. Используемый в производстве материал выделяется небольшим коэффициентом температурного расширения и пониженной прокаливаемостью, что позволяет пользоваться инструментом даже при большом перепаде температур.

Сами профили замеряющих гребенок создаются таким образом, чтобы при замере определялся не только шаг резьбы, но также и количество ниток (витков) резьбы и уровень заполнения профиля. Первое особенно важно при работе с элементами, имеющими шлифованную резьбу, которая, как известно, в редких случаях может быть нарушена после обработки шлифованным кругом.
Как определить шаг резьбы?
Занимаясь слесарным мастерством, удобно иметь под рукой сразу оба резьбомера: метрический и дюймовый. Как правило, определение шага резьбы осуществляется уже после вычисления диаметра, так как далеко не все резьбы отличаются полным диапазоном шагов. В большей степени это касается резьб с большим (более 12 сантиметров) и, наоборот, маленьким (меньше 5 миллиметров) диаметром.

Зубная гребенка, размещаемая перпендикулярно оси гайки, винта или болта, вплотную прижимается к резьбе. Совпадающие витки означают, что шаг резьбы равен значению, промаркированному на гребенке. В противном случае проверка повторяется с другой гребенкой.
Наружные резьбы проверяются довольно просто, в то время как для внутренних процесс будет немного сложнее и потребует дополнительно подсвечивать место замера.
Помимо зрительного контроля, совпадение профилей на гребне и замеряемом элементе, легко определить также и по степени прилегания.
Принцип работы с инструментом остается неизменным, как для дюймовых, так и метрических резьбомеров.
После работы поверхность гребенок следует хорошо прочистить от смазки, загрязнений и т.п. Исходя из числа гребенок стоимость резьбомера может составлять 100-250 рублей.

