
Как пользоваться паяльником для пластиковых труб?
Пайка пластиковых труб: необходимые инструменты, пошаговая инструкция по пайке, советы специалистов
Паять пластиковые трубы можно своими руками, т. к. это более простая задача по сравнению с технологией сварки металлических аналогов. Такой способ стыковки используется для работы с полимерными коммуникациями разных видов. Однако техники пайки пластиковых труб и аналогов с армировкой незначительно различаются. Чтобы избежать ошибок, занимаясь сваркой коммуникаций, изучают рекомендации специалистов.

Пайка пластиковых труб своими руками.
Виды труб, соединяемых пайкой
Паяльник для работы с полимерным материалом предназначен для стыковки водопроводных коммуникаций, которые различаются по технологии производства, виду материала:
- из полипропилена – хорошо переносят влияние высоких температур, благодаря этому свойству их можно применять при монтаже системы отопления;
- ПВХ: при сильном нагреве частично теряют свойства;
- пластмассовые с армированием – за счет армирующего слоя увеличивается прочность, устойчивость к нагреву, такие коммуникации менее подвержены расширению при контакте с источником тепла;
- полиэтиленовые термостойкие – хорошо переносят длительный контакт с теплоносителем;
- полибутиленовые – по свойствам превосходят аналоги из других материалов: отличаются прочностью, стойкостью к предельным температурам, эластичностью, могут применяться в напорных системах отопления;
- участки трубопровода из меди соединяют паяльником или газовой горелки.
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.

Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги

Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента – выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Советы по выбору и эксплуатации трубного паяльника
Когда планируется выполнять сварку пластиковых труб своими руками, необходимо подготовить инструмент заранее, т. к. полимерные изделия быстро остывают при нагреве. Основные критерии выбора паяльника для работы с эластичными коммуникациями:
- вид нагревательного элемента: цилиндрический, плоский;
- количество насадок в комплекте, их наружный диаметр, что позволит работать только с трубами заданных размеров;
- мощность – определяет нагревательную способность паяльника, при самостоятельном выполнении работы допустимым является значение до 1,2 кВт, при выборе инструмента учитывают размер соединяемых коммуникаций;
- вид покрытия насадок, важно, чтобы к ним не прилипал полимерный материал во время пайки;
- тип температурного регулятора – влияет на погрешность при определении температуры материала.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа – основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода. Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Помещение, где выполняются сварочные работы, должно проветриваться. Если рядом находится источник воды, важно обезопасить рабочее место. Нельзя допустить, чтобы на паяльник попала жидкость в процессе проведения сварки.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.

Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.

Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок. Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты. Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений

Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Частые ошибки
Недопустимые действия, который могут привести к снижению качества шовного соединения:
- нарушение температурного режима при нагреве труб: недостаточное тепловое воздействие или, наоборот, перегрев;
- полное удаление наплывов или срезание избыточного количества материала со шва до его остывания;
- приложение избыточной силы при соединении труб, что приведет к ухудшению качества стыка;
- если сварка проводится без предварительной обработки коммуникаций, шов не будет служить долго, т. к. на трубах остается пыль, грязь, что снижает адгезию материалов.
Советы специалистов
Если недостаточно опыта в выполнении сварочных работ, можно изучить рекомендации мастеров.
Пайка в труднодоступных местах и углах
Когда работы выполняют на участках, куда сложно добраться, допустимо нагревать элементы трубопровода последовательно. Сначала на насадку паяльника нужно установить фланец, затем – участок трубы. Чтобы первый из элементов не успел остыть, его следует прогреть сильнее. Для перехода от сложных участков к основной линии трубопровода используют угловые фитинги.
Читать еще: Как выбрать паяльник для полипропиленовых труб?
Соединение пластиковых труб без пайки
Если нет сварочного аппарата, рассматривают другие методы:
- Холодная пайка. В данном случае предполагается необходимость нанесения специального клеящего состава на внутренние стенки трубы и наружную поверхность фитинга. Предварительно можно обработать материал наждачкой, затем элементы трубопровода обезжириваются и соединяются.
- Применение компрессионного фитинга: используется соединительный элемент, который фиксируется посредством гайки.
Сварка пластиковых труб большого диаметра
Если появилась необходимость выполнить монтаж более крупных коммуникаций, используют стыковой метод соединения. При этом не применяют фитинги. Между трубами оставляют минимальный зазор, их фиксируют специальным оборудованием. После выполнения центровки переходят к пайке.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
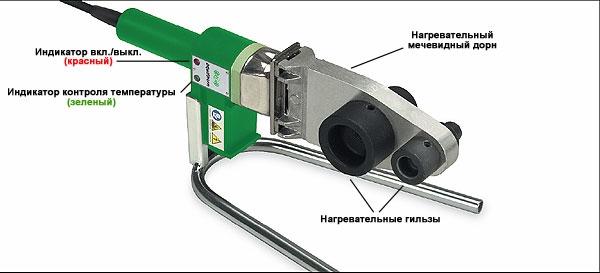
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.
Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
Условный диаметр трубы, ммВремя нагрева для оптимальной диффузии, секВремя на спайку деталей, секВремя на охлаждение деталей, мин205-882257-11103328-121244012-18205
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Читать еще: Как правильно спрятать трубы в ванной
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Как правильно паять пластиковые трубы паяльником
Производители материалов для прокладки инженерных сетей предлагают широкий выбор современных решений, которые пришли на смену традиционным. В частности, это касается труб для монтажа в доме или квартире водопровода, ветки ГВС, радиаторной и напольной отопительной системы. Чтобы проложить или отремонтировать локальный трубопровод из полимерных труб (поливинилхлорида, полипропилена), необходим специальный инструмент и некоторый навык работы с ним. Пайка пластиковых труб не относится к сложным работам, но важно понять технологию и учесть ряд моментов, чтобы получить надежный и долговечный результат.

Инструмент для пайки пластиковых труб
Аппарат для пайки труб
В быту применяется специальный аппарат, рассчитанный на присоединение полимерной трубы к соответствующему фитингу или муфте. Максимально допустимый диаметр труб, с которыми может справиться домашний мастер, 63 мм. Трубы большего диаметра преимущественно сваривают встык, используя профессиональное оборудование.
Паяльный инструмент для домашнего использования представляет собой агрегат, оснащенный подставкой, рабочая часть которого нагревается до заданной температуры. Греющийся элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).

Аппарат для спаивания пластиковых труб
По конструкции различаются аппараты:
Нет принципиальной разницы, какой из них использовать для пайки пластмассовых труб своими руками. В любом случае точное соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайка труб должна осуществляться в помещении с плюсовой температурой, при этом чем холоднее воздух, тем больше времени потребуется прогревать детали из пластика или металлопластика для герметичного и прочного соединения.

Секреты качественной пайки
Чтобы не допустить распространенных ошибок при монтаже труб для отопления или водоснабжения, обратите внимание на следующие рекомендации:
- Мощность бытового инструмента должна составлять 1200 Вт.
- Устройство для домашнего использования предназначено для работы с трубами диаметром до 32 мм, в остальных случаях необходимо задействовать профессиональный паяльник.
- Перед тем как начать паяние, прогревайте аппарат не менее 5–10 минут, чтобы рабочая часть с насадками разогрелась до заданных параметров.
- Спаяв элементы трубопровода между собой, не прокручивайте их и не смещайте шов, чтобы не нарушить его целостность. Допускается лишь аккуратно выпрямить перекосы, в противном случае под нагрузкой шов будет протекать.
- Не следует сильно сжимать детали между собой. Так как расплавленный пластик вдавится внутрь и уменьшит проходной диаметр фитинга, что ухудшит рабочие параметры системы.
- Нельзя оставлять зазоры между краем трубы и внутренней частью фитинга. Такое соединение под давлением даст течь.
- Обязательно дайте спаянному месту полностью остыть прежде, чем подвергать нагрузкам.
- После каждой операции по пайке очищайте насадки от следов расплавившегося пластика. Это предотвратит появление нагара, а также порчу элементов, которые требуется спаять.
- Очистку насадок выполняйте при помощи деревянной плоской палочки. Это убережет тефлоновое покрытие от повреждений. Металлические предметы использовать нельзя, так как царапины приведут в негодность насадку, а пластик к ней будет прилипать и сгорать.
Внимание! Прежде чем приступать к монтажу трубопровода посмотрите подробную видеоинструкцию и потренируйтесь на ненужных обрезках пластиковых труб.
Меры безопасности
Важно не только знать, как паять пластиковые трубы, но и соблюдать технику безопасности при работах с электроинструментом, чтобы не получить ожог или травму.

Важно использовать защитные перчатки
- При работе обязательно используйте защитные перчатки.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварки и делает место стыка неэстетичным.
- Паяльный агрегат требуется расположить на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивают.
- Начинать сварку элементов можно только после полного разогрева паяльника. У современных моделей о выходе на рабочий режим сообщает отключившийся индикатор. Используя старый прибор, подождите около 20 минут с момента включения.
Ход работ
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить весь необходимый инструмент:
- рулетку и маркер;
- надфиль или напильник;
- наждачную бумагу с мелким зерном;
- труборез;
- острый монтажный нож;
- паяльник для сварки пластика.
Также потребуется ветошь и спирт (либо другое средство для обезжиривания) для обработки спаиваемых поверхностей.
Подготовка элементов
Трубы нарезаются на нужную длину при помощи специального трубореза или острого монтажного ножа. Следите за тем, чтобы срез был строго перпендикулярным, иначе не получится выполнить герметичное соединение.

Использование шейвера
Далее требуется обработать край трубы. Желательно применить специальный инструмент – шейвер, но в его отсутствие достаточно использовать монтажный нож (используется для удаления заусенцы), после чего край обычной трубы из пропилена или армированной стекловолокном требуется обработать до гладкости при помощи надфиля, мелкозернистой шкурки.
Важно! У армированной алюминием трубы ПВХ рекомендуется удалить на краю верхний слой полимера и слой фольги, чтобы повысить качество соединения.
Убедившись, что по гладкости обработанный край практически не уступает внутренней части купленного в магазине фитинга, можно начать спаивать элементы, предварительно обезжирив соединяемые поверхности спиртом.
Технология пайки
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для пластиковых труб разного типа. Работы по монтажу полимерного трубопровода своими руками выполняются в несколько этапов:
- Паяльный агрегат надежно закрепляют на платформе и устанавливают на рабочую часть насадки подходящего диаметра.
- Электропаяльник включают, предварительно задав требуемую температуру. Чтобы припаять друг к другу детали из полипропилена, рабочую часть требуется разогреть до 260°C, при сварке изделий из ПВХ необходим нагрев до 220°C.
- После прогрева аппарата, фитинг и подготовленный край трубы надевают на насадки и нагревают детали в течение нескольких секунд (точное время прогрева указано ниже в таблице, оно зависит от диаметра элементов).
- Выждав требуемое время, детали аккуратно стыкуют между собой и оставляют до полного остывания. Аналогично скрепляются и все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга – насадки на паяльник обеспечивают нагрев элементов на одинаковую глубину, чтобы обеспечить максимальное соприкосновение поверхностей для лучшего сцепления.

Технология процесса пайки
Способ соединения полимерных труб при помощи температурной сварки достаточно прост, если освоить навык точного соединения нагретых элементов, знать, как спаять детали. Вставив трубу в фитинг, ее не перемещают и не поворачивают, чтобы разогретый полимер смог сформировать монолит. Если место спайки шевелить до застывания материала, полимер соберется складками и соединение разгерметизируется.
Проверяем качество соединения
К поверке герметичности соединений приступают после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод, чтобы выявить утечки. До заливки воды дайте смонтированной системе простоять хотя бы час при нормальной комнатной температуре, а если воздух в помещении более прохладный, то предпроверочная пауза должна продлиться минимум 2–3 часа.
Если нашлись неплотные стыки, необходимо слить воду из системы перемонтировать участок трубопровода, установив новые фитинги и взяв отрезок трубы соответствующей длины. Попытка как-то заклеить негерметичное соединение или запаять его при помощи электропаяльника, заранее обречена на провал. Монтаж полимерного трубопровода требует точного соблюдения технологий.

Пример качественного соединения
По окончании ремонтных работ заново проверяют герметичность системы, залив в нее воду. Если речь идет о системе отопления, настоящую проверку трубопровод пройдет только после нагрева теплоносителя в котле, при повышенных температурах и давлении.
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.
Как правильно паять пластиковые трубы своими руками — подробная инструкция

Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Читать еще: Как вывести печную трубу через крышу
Для производства сварочных работ вам потребуются:
- рулетка;
- маркер;
- строительный уровень;
- ножницы для резки пластиковых труб;
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена;
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
Внешний размер трубы, ммИнтервал до метки, ммПродолжительность нагрева, секМаксимальная продолжительность технологической паузы, секПродолжительность охлаждения, мин
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений;
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице;
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой;
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.


Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара. По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.
Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.

YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
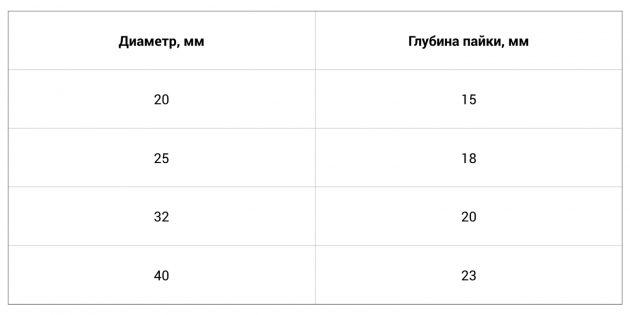
Как видите, глубина пайки зависит от диаметра труб и фитингов.

YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.

termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
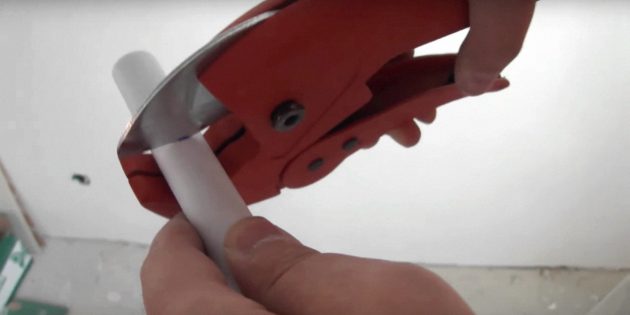
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.

YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.

YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.

YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Оценка статьи: Загрузка…Сохранить себе в:


Похожие публикации
-
![Как промыть радиатор отопления в квартире]()
![Как промыть радиатор отопления в квартире]()
Как промыть радиатор отопления в квартире
-
![Как вытащить кран буксу из смесителя]()
![Как вытащить кран буксу из смесителя]()
Как вытащить кран буксу из смесителя
-
![Электрохимзащита трубопроводов принцип действия]()
![Электрохимзащита трубопроводов принцип действия]()
Электрохимзащита трубопроводов принцип действия
-
![Как поставить сифон на мойку]()
![Как поставить сифон на мойку]()
Как поставить сифон на мойку
-
![Как промыть батареи отопления алюминиевые]()
![Как промыть батареи отопления алюминиевые]()
Как промыть батареи отопления алюминиевые
-
![Сталь для дымохода 430 или 304]()
![Сталь для дымохода 430 или 304]()
Сталь для дымохода 430 или 304
-
![Энергонезависимые септики для дачи без откачки]()
![Энергонезависимые септики для дачи без откачки]()
Энергонезависимые септики для дачи без откачки
-
![Как скрыть трубы отопления в квартире]()
![Как скрыть трубы отопления в квартире]()
Как скрыть трубы отопления в квартире
-
![Чистка септиков и выгребных ям]()
![Чистка септиков и выгребных ям]()
Чистка септиков и выгребных ям
-
![Гильзование дымохода полимерным рукавом]()
![Гильзование дымохода полимерным рукавом]()
Гильзование дымохода полимерным рукавом
-
![Как снять секцию с биметаллического радиатора]()
![Как снять секцию с биметаллического радиатора]()
Как снять секцию с биметаллического радиатора
-
![Как устроен водосчетчик]()
![Как устроен водосчетчик]()
Как устроен водосчетчик
























Оставить комментарий
Эта форма комментариев находится по защитой антиспам
Эта форма комментариев находится по защитой антиспам
Эта форма комментариев находится по защитой антиспам Подписаться Уведомление о новые последующие комментарииновые ответы на мои комментарии Популярные статьи


Как открутить фильтр грубой очистки водыКак открутить фильтр грубой очистки воды Как открутить фильтр для… 0 28.02.2020


Как работает сливной бачок унитаза с кнопкойКак работает сливной бачок унитаза с кнопкой Сливной механизм для… 0 19.03.2020


Как замаскировать камеру в ваннойКак замаскировать камеру в ванной Где спрятать скрытую камеру видеонаблюдения?… 0 08.04.2020 Последние статьи

![Реле протока воды для насоса схема подключения]()
![Реле протока воды для насоса схема подключения]()
Реле протока воды для насоса схема подключенияРеле протока воды для насоса схема подключения Реле протока воды… 0 30.05.2020
![Часто включается насосная станция при наборе воды]()
![Часто включается насосная станция при наборе воды]()
Часто включается насосная станция при наборе водыЧасто включается насосная станция при наборе воды Почему насосная станция… 0 30.05.2020
![Утеплитель трубы водопровода]()
![Утеплитель трубы водопровода]()
Утеплитель трубы водопроводаУтеплитель трубы водопровода Как не заморозить водопровод на даче Зимний… 0 30.05.2020
![Пайка пластиковых труб своими руками]()
![Пайка пластиковых труб своими руками]()
Пайка пластиковых труб своими рукамиПайка пластиковых труб своими руками Как правильно спаять отопление и… 0 30.05.2020
![Площадка под бассейн на даче]()
![Площадка под бассейн на даче]()
Площадка под бассейн на дачеПлощадка под бассейн на даче Подиум для бассейна своими руками… 0 30.05.2020
![Как разобрать дивертор смесителя]()
![Как разобрать дивертор смесителя]()
Как разобрать дивертор смесителяКак разобрать дивертор смесителя Виды диверторов для смесителей, как разобрать… 0 30.05.2020
![Что нужно брать в бассейн девушке?]()
![Что нужно брать в бассейн девушке?]()
Что нужно брать в бассейн девушке?Что нужно брать в бассейн девушке? Что необходимо взять с… 0 30.05.2020
![Как сварить трубы из полипропилена работа паяльником]()
![Как сварить трубы из полипропилена работа паяльником]()
Как сварить трубы из полипропилена работа паяльникомКак сварить трубы из полипропилена работа паяльником Руководство по правильной… 0 30.05.2020
















Разделы сайта
© 2023 Все права защищены. Копирование материалов разрешено только при наличии активной обратной ссылкиokytfbgptwinvk */]]> */]]> */]]> */]]> */]]>-1)?a[i].href.substring(splitOn):””;o.allowfullscreen=(urlParms.indexOf(“fs=0″)>-1)?false:true;o.href=a[i].href.replace(/https?://(?:www.)?youtu(?:.be/([^?]+)??|be.com/watch?(.*(?=v=))v=([^&]+))(.*)/gi,”https://www.youtube.com/embed/$1$3?$2$4&autoplay=1”);}}))});};jQuery(‘a.fancybox-close’).on(‘click’,function(e){e.preventDefault();jQuery.fancybox.close()});};var easy_fancybox_auto=function(){setTimeout(function(){jQuery(‘#fancybox-auto’).trigger(‘click’)},1000);};jQuery(easy_fancybox_handler);jQuery(document).on(‘post-load’,easy_fancybox_handler);jQuery(easy_fancybox_auto);]]>*/]]>Adblock
detectorflat_userVars.winwidth)&&(void 0!==o.html[s].group?flat_userVars.adb?(null==t[“group_”+o.html[s].group]&&(t[“group_”+o.html[s].group]=[]),t[“group_”+o.html[s].group].push(“”==o.html[s].snd&&duplicateMode?o.html[s].fst:o.html[s].snd)):(null==t[“group_”+o.html[s].group]&&(t[“group_”+o.html[s].group]=[]),t[“group_”+o.html[s].group].push(o.html[s].fst)):flat_userVars.adb?t.push(“”==o.html[s].snd&&duplicateMode?o.html[s].fst:o.html[s].snd):t.push(o.html[s].fst));for(r in t)e=”object”==typeof t[r]?e+”n”+t[r][flatPM_random(0,t[r].length-1)]:e+”n”+t[r];if(“”==(e=e.replace(//gm,””).replace(//gm,””).trim()))return void ff(‘[data-flat-id=”‘+o.ID+'”]’).remove();if(void 0===o.how.simple&&void 0===o.how.onсe&&void 0===o.how.iterable||ff(‘[data-flat-id=”‘+o.ID+'”]’).each(function(){-1!==e.indexOf(“go”+”oglesyndication”)||-1!==e.indexOf(“viewBox”)&&-1!==e.indexOf(“svg”)?ff(this).html(e):flatPM_setHTML(this,e)}),void 0!==o.how.popup&&(c=”true”==o.how.popup.cross?void 0!==o.how.popup.timer&&”true”==o.how.popup.timer?’Закрыть через ‘+o.how.popup.timer_count+””:”:””,document.createElement(“div”),p=ff(window),b=ff(“body”),m=void 0===flatPM_getCookie(“flat_modal_”+o.ID+”_mb”)||”false”!=flatPM_getCookie(“flat_modal_”+o.ID+”_mb”),i=”scroll.flatmodal”+o.ID,g=”mouseleave.flatmodal”+o.ID+” blur.flatmodal”+o.ID,l=function(){var t,e,a;void 0!==o.how.popup.timer&&”true”==o.how.popup.timer&&(t=ff(‘.flat__4_modal[data-id-modal=”‘+o.ID+'”] .flat__4_timer span’),e=parseInt(o.how.popup.timer_count),a=setInterval(function(){t.text(–e),eo.how.popup.after&&(p.unbind(i),b.unbind(g),f())}),void 0!==o.how.popup.close_window&&”true”==o.how.popup.close_window&&b.bind(g,function(){p.unbind(i),b.unbind(g),f()})):(v=setTimeout(function(){b.unbind(g),f()},1e3*o.how.popup.after),void 0!==o.how.popup.close_window&&”true”==o.how.popup.close_window&&b.bind(g,function(){clearTimeout(v),b.unbind(g),f()}))),void 0!==o.how.outgoing){function n(){var t,e,a;void 0!==o.how.outgoing.timer&&”true”==o.how.outgoing.timer&&(t=ff(‘.flat__4_out[data-id-out=”‘+o.ID+'”] .flat__4_timer span’),e=parseInt(o.how.outgoing.timer_count),a=setInterval(function(){t.text(–e),eo.how.outgoing.after&&(p.unbind(h),b.unbind(g),d())}),void 0!==o.how.outgoing.close_window&&”true”==o.how.outgoing.close_window&&b.bind(g,function(){p.unbind(h),b.unbind(g),d()})):(v=setTimeout(function(){b.unbind(g),d()},1e3*o.how.outgoing.after),void 0!==o.how.outgoing.close_window&&”true”==o.how.outgoing.close_window&&b.bind(g,function(){clearTimeout(v),b.unbind(g),d()}))}ff(‘[data-flat-id=”‘+o.ID+'”]:not(.flat__4_out):not(.flat__4_modal)’).contents().unwrap()}catch(t){console.warn(t)}},window.flatPM_start=function(){ff=jQuery;var t=flat_pm_arr.length;flat_body=ff(“body”),flat_userVars.init();for(var e=0;eflat_userVars.textlen||void 0!==a.chapter_sub&&a.chapter_subflat_userVars.titlelen||void 0!==a.title_sub&&a.title_sub

