
Как паять медь в домашних условиях
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
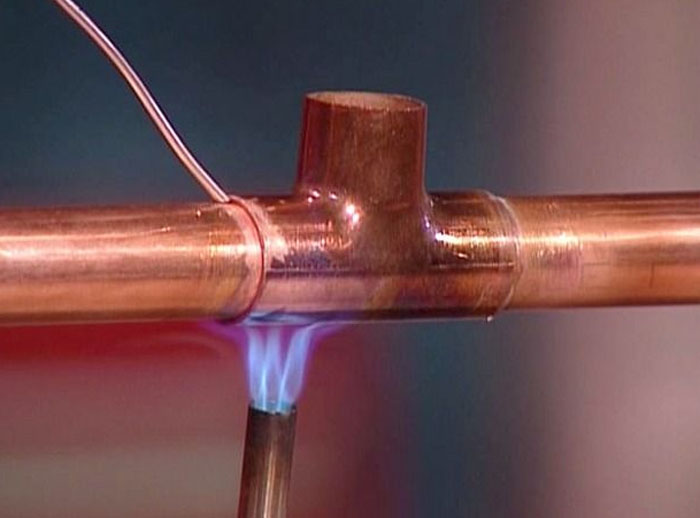
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.

Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.

Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.

Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
![]()
Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.

Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.

Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).

Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
![]()
Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
![]()
Фото — после зачистки


Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Как паять медные трубы своими руками: пошаговая инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений

Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Читать еще: Прокладка трубопроводов водоснабжения из напорных полиэтиленовых труб
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Пайка меди
Сварка меди – не самое оправданное технологическое решение. Обладающий специфическими характеристиками металл при нагреве склонен к образованию соединения с кислородом и водородом, которое принято называть закисью меди. Насыщение зоны сварного шва водородом приводит к появлению значительного количества трещин и снижению качества соединения. С учётом вышесказанного, нет ничего удивительного в том, что капризный материал часто удобнее соединять пайкой. Этот процесс не требует наличия сложного оборудования и пайка меди своими руками в домашних условиях возможна так же, как и на производстве. Главное, выбрать правильный инструмент, приобрести подходящие материалы и накопить опыт.

Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.
Прежде чем приступать к подбору оборудования и материалов, следует определиться с характером предстоящей задачи и её объёмом.
Классический пример
Рассмотрим вариант, который можно считать классическим. Эластичную, обладающую высокой коррозионной стойкостью и даже бактерицидными свойствами, медь хорошо подходит для изготовления труб. Такие трубы – это оптимальный выбор для оборудования водопроводов, применения в пищевой промышленности, а также в различных гидравлических системах. Сделать новые или восстановить повреждённые детали можно с помощью пайки.
Выбор инструмента
Если речь идёт об изделиях значительного размера, отложим электрический паяльник, температура которого достигает максимум 500 градусов Цельсия, в сторону, и приступим к выбору газовой горелки, поскольку паяльные лампы менее удобны для работы. Тут следует учитывать следующие критерии:
- Температура пламени. Если для домашней мастерской можно ограничиться покупкой устройства, в котором этот параметр достигает 1000 – 1500 градусов, то профессионалу нужно, чтобы температура доходила до 2000 градусов. Это позволит работать с деталями большого размера и использовать тугоплавкие припои и флюсы.
- Форма и размер пламени. Для точечных работ важно, чтобы оно имело карандашную форму, и было как можно компактнее. Но для пайки больших объёмов меди используется широкое вихревое пламя. Удобно, когда газовая горелка имеет несколько сменных сопел и систему регулировки, позволяющие производить точную настройку.
- Удобство. Для домашней надобности подойдут и устройства, устанавливаемые на портативные газовые баллоны. Но в производстве лучше применять горелки, присоединяемые к большим газовым баллонам с помощью шланга. Они удобнее в использовании и рассчитаны на долговременную эксплуатацию.
В комплекте с горелкой должен поставляться кронштейн для закрепления сменных жал и сам комплект жал различного размера и сечения. Некоторые пытаются изготовить горелку своими руками. Но это требует специальных знаний и точных расчетов. Гораздо проще купить уже готовый инструмент.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Читать еще: Как прокатать профильную трубу своими руками?
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Флюс решает многое
Лучшими флюсами для пайки меди следует считать активные составы, вроде ЗИЛ-2 или Ф-38Н. Хорошо подходят ортофосфорная кислота или паяльный жир. Даже с учётом высокой коррозионной стойкости металла места соединения после окончания работ необходимо как следует промыть. От выбора флюса для пайки зависит и надёжность соединения с нержавеющими сталями или алюминиевыми сплавами.
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
- Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
- Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин. Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
- Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс. Проще всего это сделать с помощью кисточки.
- Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Зачем нужна паяльная паста
Что до применения пасты для пайки, то такой материал характеризуется низкой температурой плавления. Применяется он, как правило, в радиоэлектронике. Получившиеся соединения не могут похвастаться высокой прочностью, но обладают хорошей электропроводностью. Поскольку в составе пасты есть уже и флюс и припой, с её помощью можно быстро выполнить большое количество паек небольшого размера, используя обычный электрический паяльник.
Главное – терпение
Собираясь освоить пайку меди своими руками, следует запастись терпением. Эта технология требует опыта и мастерства, которые не приходят сразу. Неудавшиеся первые попытки – это вовсе не повод, чтобы расстраиваться. Тренируйтесь, и момент, когда у вас всё получится, обязательно наступит.
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Читать еще: Как подключить сифон к раковине
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.
Описание действия 





ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
Оценка статьи: Загрузка…Сохранить себе в:


Похожие публикации
-
![Как загнуть медную трубку в домашних условиях]()
![Как загнуть медную трубку в домашних условиях]()
Как загнуть медную трубку в домашних условиях
-
![Когда лучше копать колодец осенью или весной]()
![Когда лучше копать колодец осенью или весной]()
Когда лучше копать колодец осенью или весной
-
![Водосточная система своими руками из подручных материалов]()
![Водосточная система своими руками из подручных материалов]()
Водосточная система своими руками из подручных материалов
-
![Как обшить трубу на крыше металлопрофилем]()
![Как обшить трубу на крыше металлопрофилем]()
Как обшить трубу на крыше металлопрофилем
-
![Как усилить тягу в дымоходе своими руками]()
![Как усилить тягу в дымоходе своими руками]()
Как усилить тягу в дымоходе своими руками
-
![Как крепить трубы отопления к стене]()
![Как крепить трубы отопления к стене]()
Как крепить трубы отопления к стене
-
![Как определить размер шапочки для плавания]()
![Как определить размер шапочки для плавания]()
Как определить размер шапочки для плавания
-
![Гибкий дымоход для печи]()
![Гибкий дымоход для печи]()
Гибкий дымоход для печи
-
![Как устранить течь на крыше возле трубы?]()
![Как устранить течь на крыше возле трубы?]()
Как устранить течь на крыше возле трубы?
-
![Акриловые ванны как выбрать качественную?]()
Акриловые ванны как выбрать качественную?
-
![Как растопить ЛЕД в трубе под землей?]()
![Как растопить ЛЕД в трубе под землей?]()
Как растопить ЛЕД в трубе под землей?
-
![Как вытащить трубку из фильтра аквафор?]()
![Как вытащить трубку из фильтра аквафор?]()
Как вытащить трубку из фильтра аквафор?























Оставить комментарий
Эта форма комментариев находится по защитой антиспам
Эта форма комментариев находится по защитой антиспам
Эта форма комментариев находится по защитой антиспам Подписаться Уведомление о новые последующие комментарииновые ответы на мои комментарии Популярные статьи


Как открутить фильтр грубой очистки водыКак открутить фильтр грубой очистки воды Как открутить фильтр для… 0 28.02.2020


Как работает сливной бачок унитаза с кнопкойКак работает сливной бачок унитаза с кнопкой Сливной механизм для… 0 19.03.2020


Как замаскировать камеру в ваннойКак замаскировать камеру в ванной Где спрятать скрытую камеру видеонаблюдения?… 0 08.04.2020 Последние статьи

![Реле протока воды для насоса схема подключения]()
![Реле протока воды для насоса схема подключения]()
Реле протока воды для насоса схема подключенияРеле протока воды для насоса схема подключения Реле протока воды… 0 30.05.2020
![Часто включается насосная станция при наборе воды]()
![Часто включается насосная станция при наборе воды]()
Часто включается насосная станция при наборе водыЧасто включается насосная станция при наборе воды Почему насосная станция… 0 30.05.2020
![Утеплитель трубы водопровода]()
![Утеплитель трубы водопровода]()
Утеплитель трубы водопроводаУтеплитель трубы водопровода Как не заморозить водопровод на даче Зимний… 0 30.05.2020
![Пайка пластиковых труб своими руками]()
![Пайка пластиковых труб своими руками]()
Пайка пластиковых труб своими рукамиПайка пластиковых труб своими руками Как правильно спаять отопление и… 0 30.05.2020
![Площадка под бассейн на даче]()
![Площадка под бассейн на даче]()
Площадка под бассейн на дачеПлощадка под бассейн на даче Подиум для бассейна своими руками… 0 30.05.2020
![Как разобрать дивертор смесителя]()
![Как разобрать дивертор смесителя]()
Как разобрать дивертор смесителяКак разобрать дивертор смесителя Виды диверторов для смесителей, как разобрать… 0 30.05.2020
![Что нужно брать в бассейн девушке?]()
![Что нужно брать в бассейн девушке?]()
Что нужно брать в бассейн девушке?Что нужно брать в бассейн девушке? Что необходимо взять с… 0 30.05.2020
![Как сварить трубы из полипропилена работа паяльником]()
![Как сварить трубы из полипропилена работа паяльником]()
Как сварить трубы из полипропилена работа паяльникомКак сварить трубы из полипропилена работа паяльником Руководство по правильной… 0 30.05.2020
















Разделы сайта
© 2023 Все права защищены. Копирование материалов разрешено только при наличии активной обратной ссылкиokytfbgptwinvk */]]> */]]> */]]> */]]> */]]>-1)?a[i].href.substring(splitOn):””;o.allowfullscreen=(urlParms.indexOf(“fs=0″)>-1)?false:true;o.href=a[i].href.replace(/https?://(?:www.)?youtu(?:.be/([^?]+)??|be.com/watch?(.*(?=v=))v=([^&]+))(.*)/gi,”https://www.youtube.com/embed/$1$3?$2$4&autoplay=1”);}}))});};jQuery(‘a.fancybox-close’).on(‘click’,function(e){e.preventDefault();jQuery.fancybox.close()});};var easy_fancybox_auto=function(){setTimeout(function(){jQuery(‘#fancybox-auto’).trigger(‘click’)},1000);};jQuery(easy_fancybox_handler);jQuery(document).on(‘post-load’,easy_fancybox_handler);jQuery(easy_fancybox_auto);]]>*/]]>Adblock
detectorflat_userVars.winwidth)&&(void 0!==o.html[s].group?flat_userVars.adb?(null==t[“group_”+o.html[s].group]&&(t[“group_”+o.html[s].group]=[]),t[“group_”+o.html[s].group].push(“”==o.html[s].snd&&duplicateMode?o.html[s].fst:o.html[s].snd)):(null==t[“group_”+o.html[s].group]&&(t[“group_”+o.html[s].group]=[]),t[“group_”+o.html[s].group].push(o.html[s].fst)):flat_userVars.adb?t.push(“”==o.html[s].snd&&duplicateMode?o.html[s].fst:o.html[s].snd):t.push(o.html[s].fst));for(r in t)e=”object”==typeof t[r]?e+”n”+t[r][flatPM_random(0,t[r].length-1)]:e+”n”+t[r];if(“”==(e=e.replace(//gm,””).replace(//gm,””).trim()))return void ff(‘[data-flat-id=”‘+o.ID+'”]’).remove();if(void 0===o.how.simple&&void 0===o.how.onсe&&void 0===o.how.iterable||ff(‘[data-flat-id=”‘+o.ID+'”]’).each(function(){-1!==e.indexOf(“go”+”oglesyndication”)||-1!==e.indexOf(“viewBox”)&&-1!==e.indexOf(“svg”)?ff(this).html(e):flatPM_setHTML(this,e)}),void 0!==o.how.popup&&(c=”true”==o.how.popup.cross?void 0!==o.how.popup.timer&&”true”==o.how.popup.timer?’Закрыть через ‘+o.how.popup.timer_count+””:”:””,document.createElement(“div”),p=ff(window),b=ff(“body”),m=void 0===flatPM_getCookie(“flat_modal_”+o.ID+”_mb”)||”false”!=flatPM_getCookie(“flat_modal_”+o.ID+”_mb”),i=”scroll.flatmodal”+o.ID,g=”mouseleave.flatmodal”+o.ID+” blur.flatmodal”+o.ID,l=function(){var t,e,a;void 0!==o.how.popup.timer&&”true”==o.how.popup.timer&&(t=ff(‘.flat__4_modal[data-id-modal=”‘+o.ID+'”] .flat__4_timer span’),e=parseInt(o.how.popup.timer_count),a=setInterval(function(){t.text(–e),eo.how.popup.after&&(p.unbind(i),b.unbind(g),f())}),void 0!==o.how.popup.close_window&&”true”==o.how.popup.close_window&&b.bind(g,function(){p.unbind(i),b.unbind(g),f()})):(v=setTimeout(function(){b.unbind(g),f()},1e3*o.how.popup.after),void 0!==o.how.popup.close_window&&”true”==o.how.popup.close_window&&b.bind(g,function(){clearTimeout(v),b.unbind(g),f()}))),void 0!==o.how.outgoing){function n(){var t,e,a;void 0!==o.how.outgoing.timer&&”true”==o.how.outgoing.timer&&(t=ff(‘.flat__4_out[data-id-out=”‘+o.ID+'”] .flat__4_timer span’),e=parseInt(o.how.outgoing.timer_count),a=setInterval(function(){t.text(–e),eo.how.outgoing.after&&(p.unbind(h),b.unbind(g),d())}),void 0!==o.how.outgoing.close_window&&”true”==o.how.outgoing.close_window&&b.bind(g,function(){p.unbind(h),b.unbind(g),d()})):(v=setTimeout(function(){b.unbind(g),d()},1e3*o.how.outgoing.after),void 0!==o.how.outgoing.close_window&&”true”==o.how.outgoing.close_window&&b.bind(g,function(){clearTimeout(v),b.unbind(g),d()}))}ff(‘[data-flat-id=”‘+o.ID+'”]:not(.flat__4_out):not(.flat__4_modal)’).contents().unwrap()}catch(t){console.warn(t)}},window.flatPM_start=function(){ff=jQuery;var t=flat_pm_arr.length;flat_body=ff(“body”),flat_userVars.init();for(var e=0;eflat_userVars.textlen||void 0!==a.chapter_sub&&a.chapter_subflat_userVars.titlelen||void 0!==a.title_sub&&a.title_sub

